


 不锈钢复合管护栏的工艺性能有: 1、弯曲试验 弯曲角度为90度,弯心半径为复合管外径的3-5倍,复合管试样弯曲处内侧面不得有皱褶。 2、扩口试验 顶心锥度为60度,将复合管试样的外径扩至管径的6%时,不得有裂纹和裂口。 3、压扁试验 将复合管试样的外径压扁至管径的1/3时,试样不得有裂纹和裂口。公司是一家设计、生产、销售、安装为一体的专业护栏工程生产厂家,本公司主要生产各种不锈钢复合管护栏、防撞护栏、桥梁护栏、城市护栏、灯光护栏、道路护栏等。公司拥有先进的全自动激光切割设备和机器人焊接设备,能够保证护栏产品的精度和表面光洁度。
宏达友源金属制品有限公司
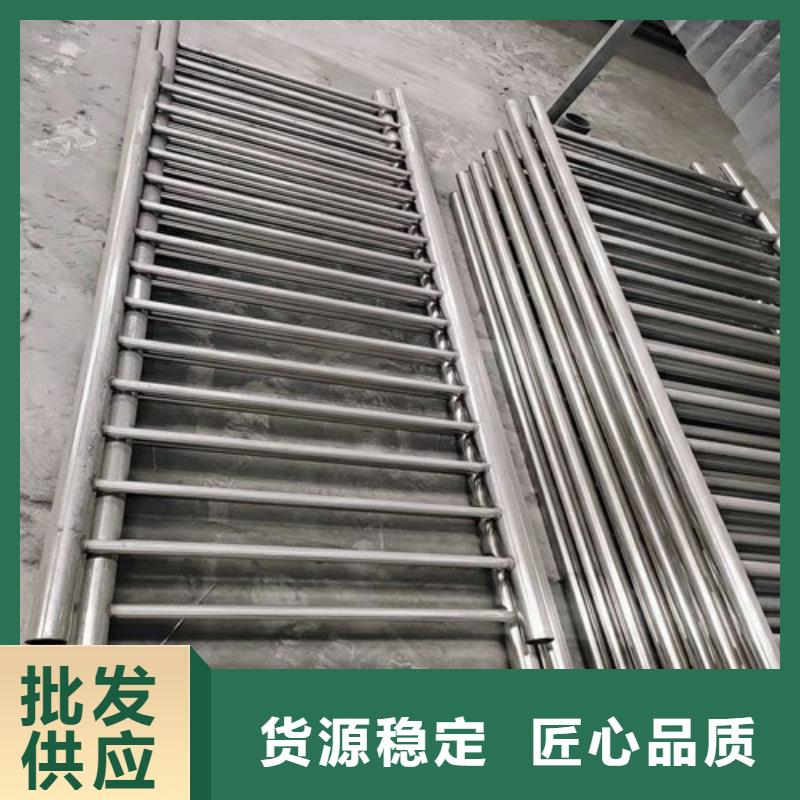
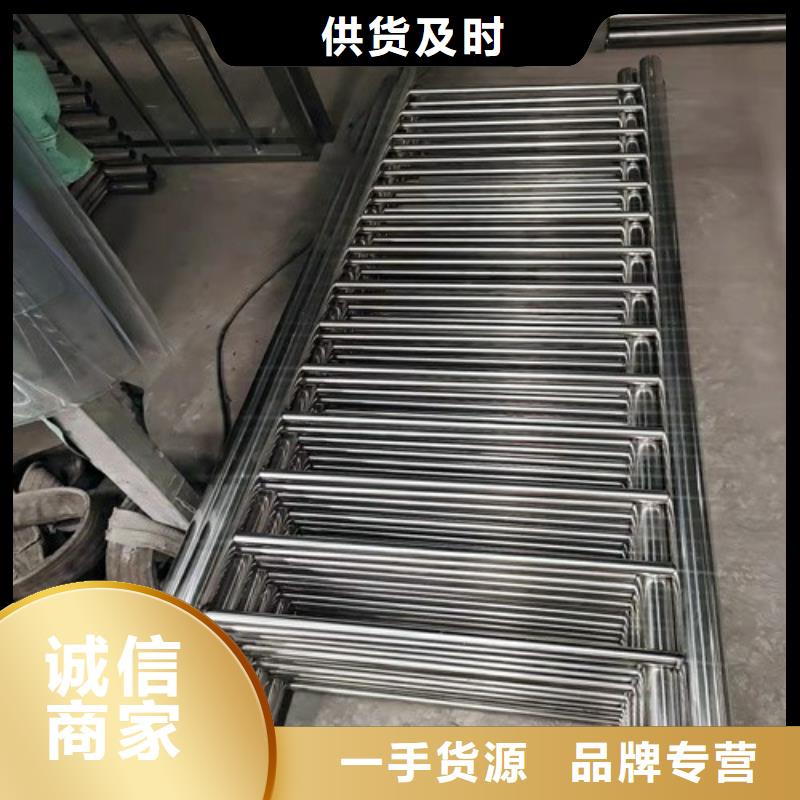
不锈钢复合管护栏的工艺性能有: 1、弯曲试验 弯曲角度为90度,弯心半径为复合管外径的3-5倍,复合管试样弯曲处内侧面不得有皱褶。 2、扩口试验 顶心锥度为60度,将复合管试样的外径扩至管径的6%时,不得有裂纹和裂口。 3、压扁试验 将复合管试样的外径压扁至管径的1/3时,试样不得有裂纹和裂口。公司是一家设计、生产、销售、安装为一体的专业护栏工程生产厂家,本公司主要生产各种不锈钢复合管护栏、防撞护栏、桥梁护栏、城市护栏、灯光护栏、道路护栏等。公司拥有先进的全自动激光切割设备和机器人焊接设备,能够保证护栏产品的精度和表面光洁度。
宏达友源金属制品有限公司


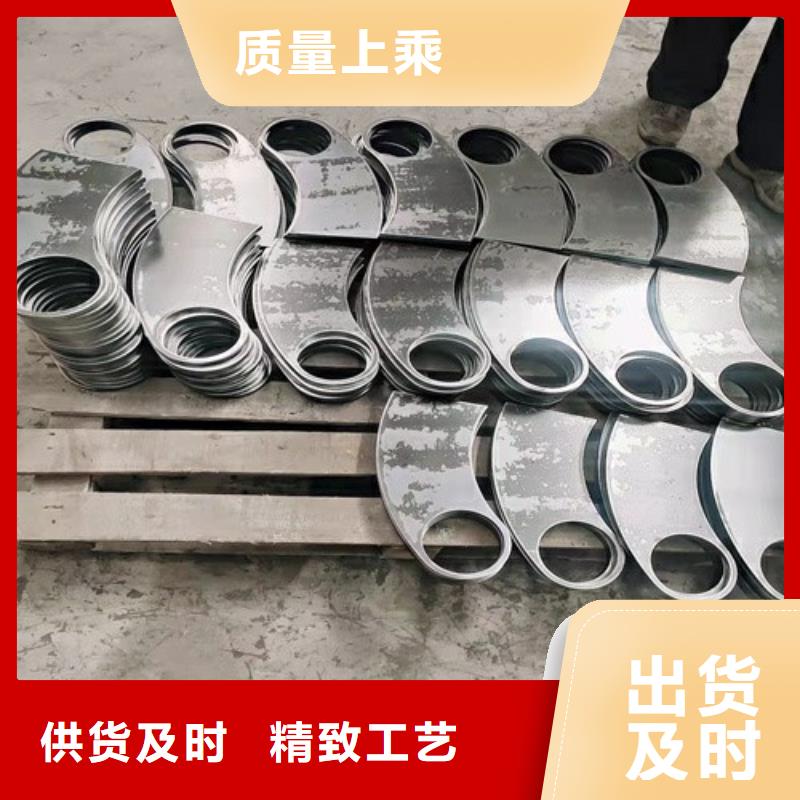
了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。
不锈钢复合管护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。不锈钢桥梁防撞护栏形式的选择,应根据公路等级,综合考虑其安全性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。 宏达友源金属制品有限公司 生产304不锈钢碳素钢复合管的平顶山厂家
