您的位置>首页 >葫芦岛当地行业新闻 >
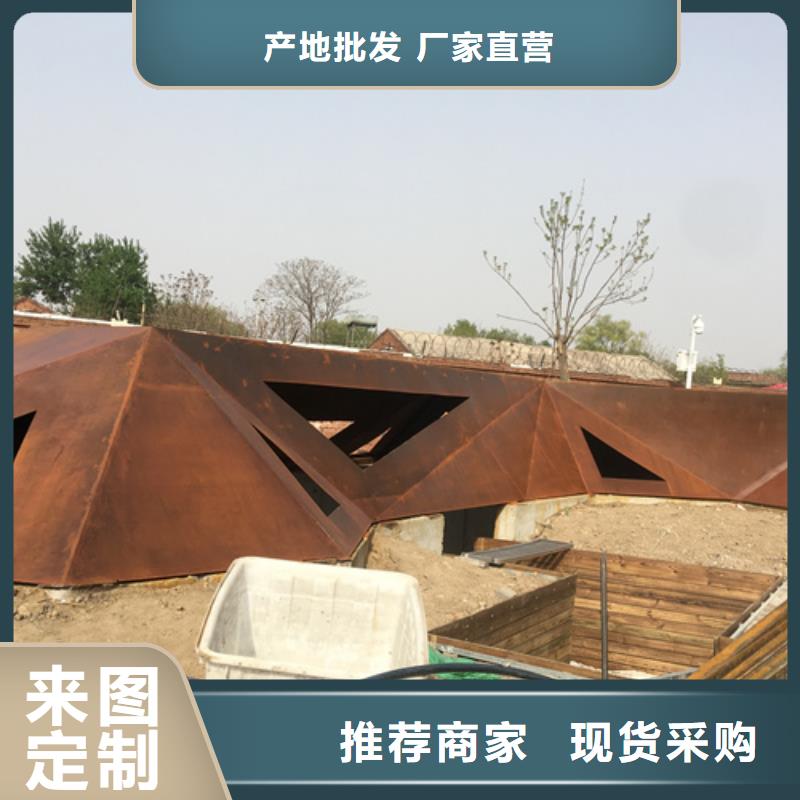
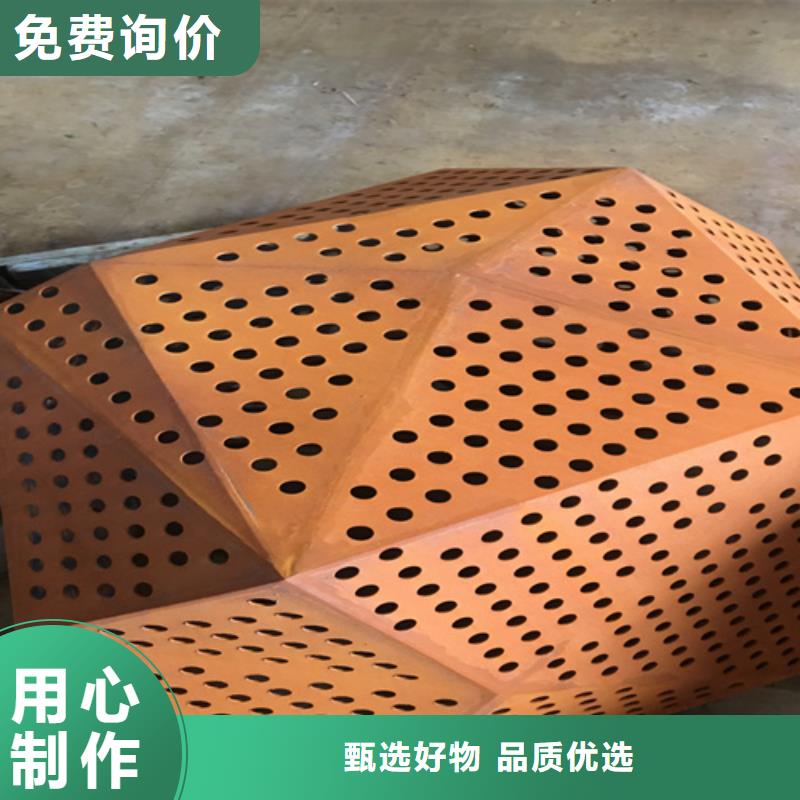
种类齐全多麦Q355耐候中厚板现货经销商
发布时间: 2024-06-03 01:09:09
以下是:种类齐全多麦Q355耐候中厚板现货经销商的产品参数
| 产品参数 |
|---|
| 产品价格 | 4200/吨 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 10000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235NH Q355NH SPA-H Q450NQR1 09CUPCRNI-A |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1.5-50mm |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 首钢 燕钢 普阳 |
|---|
| 加工定制 | 支持加工定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 景观 机械 |
|---|
以下是:种类齐全多麦Q355耐候中厚板现货经销商的图文视频
导读 种类齐全多麦Q355耐候中厚板现货经销商,辽宁省葫芦岛市【多麦金属】高锰耐磨耐候钢板生产厂家为您提供种类齐全多麦Q355耐候中厚板现货经销商,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,请联系辽宁省葫芦岛市【多麦金属】高锰耐磨耐候钢板生产厂家,发货地:经济技术开发区创业大厦B塔310发货到葫芦岛。 辽宁省,葫芦岛市 葫芦岛市,辽宁省辖地级市,别称筝岛,旧称锦西,地处中国东北地区西南部、辽宁省西部沿海,属北温带大陆性季风气候,依山傍海,地势自西北向东南逐渐降低;东与锦州市为邻,西与秦皇岛市山海关区毗连,南临渤海湾,北与朝阳市接壤,总面积1.04万平方千米。截至2023年5月,全市辖3个区、2个县,代管1个县级市。截至2022年末,葫芦岛市户籍人口270.3万人。
以下是我们上传的种类齐全多麦Q355耐候中厚板现货经销商实拍视频,您可以点击观看。
以下是:种类齐全多麦Q355耐候中厚板现货经销商的图文介绍


采用适合的焊接线动能。手工电弧焊和混和气体环境保护焊时焊接线动能一般来说较小,这时候可以适度规模扩大企业有效的焊接线动能,能延长对接焊缝的制冷時间,降低或防止电焊焊接热危害区的热处理机构,与此同时还有益于氢的逸出,减少了冷裂痕的趋向。采用适合的焊接工艺和电焊焊接操作规范。在热轧带钢几类常见的焊接工工艺中,对接焊缝的超低温断裂韧性以清根两面双层混合气体保护焊*好,次之是清根两面双层手工制作焊丝焊,再度为不清根两面单面埋弧自动焊机。混合气体保护焊电焊焊接头的氢成分低,抗冷裂特性好,应优先选择选用。双层焊时,前一层焊缝对后一层焊缝具有加热的功效;然后一层焊缝对前一层焊缝又具有后热缓冷和回火的作用,因此 双层电焊焊接头比单面电焊焊接头抗裂纤维性强。当焊接横断面很大时,应选用双层多道焊。手工制作焊丝焊须维持短弧实际操作。手工制作焊丝焊和混合气维护全自动焊应在离去焊接边缘2O~30mm引弧,电孤平稳后再拖到焊接边缘开展一切正常电焊焊接。焊接尾端务必选用回焊结束法,回焊长短应是25~40mm;电焊焊接弧坑务必焊满。4防止高韧性锈蚀钢板电焊焊接热裂痕的方式高韧性锈蚀钢板的电焊焊接热裂痕主要是焊接的结晶体裂痕。现有的电焊焊接实践经验证明,高韧性锈蚀钢板焊接的热裂趋向比一般锈蚀钢板小,可能与高韧性锈蚀钢板更低的硫、同城磷成分及较高的锰成分及手氩弧焊时应用的偏碱焊丝相关。耐候钢板


这是 65锰钢板的详细页面,生产企业:葫芦岛【多麦金属】高锰耐磨耐候钢板生产厂家,10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 65锰钢板有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。
总结 种类齐全多麦Q355耐候中厚板现货经销商,辽宁省葫芦岛市【多麦金属】高锰耐磨耐候钢板生产厂家专业从事种类齐全多麦Q355耐候中厚板现货经销商,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310,以下是种类齐全多麦Q355耐候中厚板现货经销商的详细页面。