

nmgsy<乌鲁木齐>神悦钢材有限公司
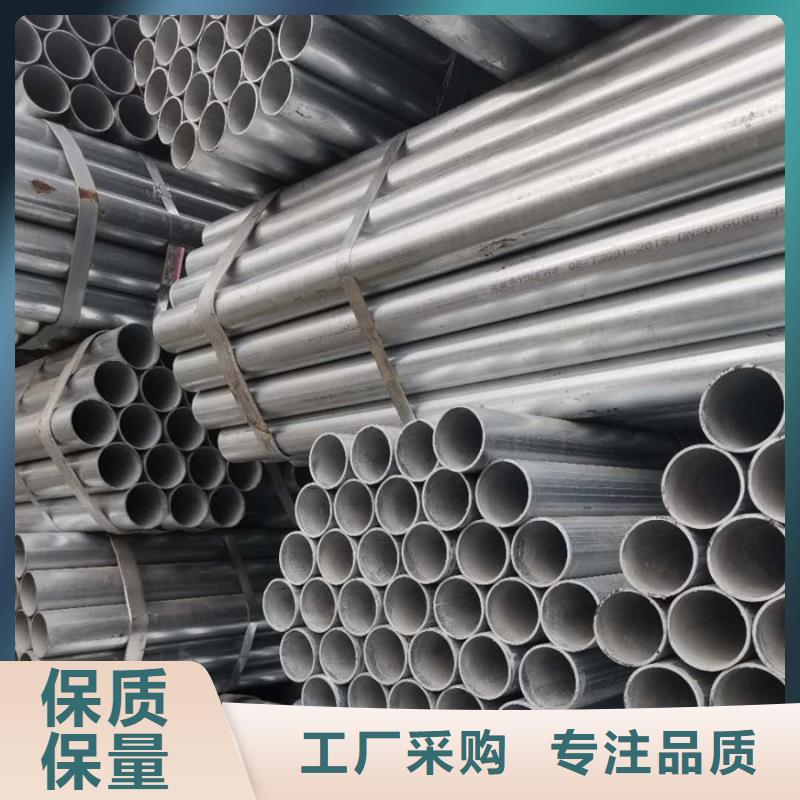
乌鲁木齐镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。 乌鲁木齐Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。
由于深海前沿地区剩余的大型油气田的开发和设计,创造了新的推动力,新的设备和管道布线技术也将再次进行。 乌鲁木齐镀锌方管自动化焊接技术分析乌鲁木齐镀锌方管的主要工业生产在海边管道层面。 这种超级技术的一个突出例子是水下管道的电焊问题。 某公司扩大了水下电焊舱的使用,将更换的管道连接起来,或者“用延中管热插进一根大口径钢管,电焊工作就是在套管内驱动冷水的自然环境” 乌鲁木齐镀锌管在电焊表面保持稀有气体,以获得良好的焊接效果。本公司现采用一种钨极气体保护焊和氩弧焊在主根部。焊接泥浆实用为满足项目附加质量要求而投入运营,该企业还将其SPLIGE III资金投入使用,这是第三代水下焊接舱,可用于海底输油管道的连接和维修, 进行干气超标气压焊接,大口径钢管总直径可达36英寸以上,混凝土外5英寸以上,管道深度可达1000英寸。


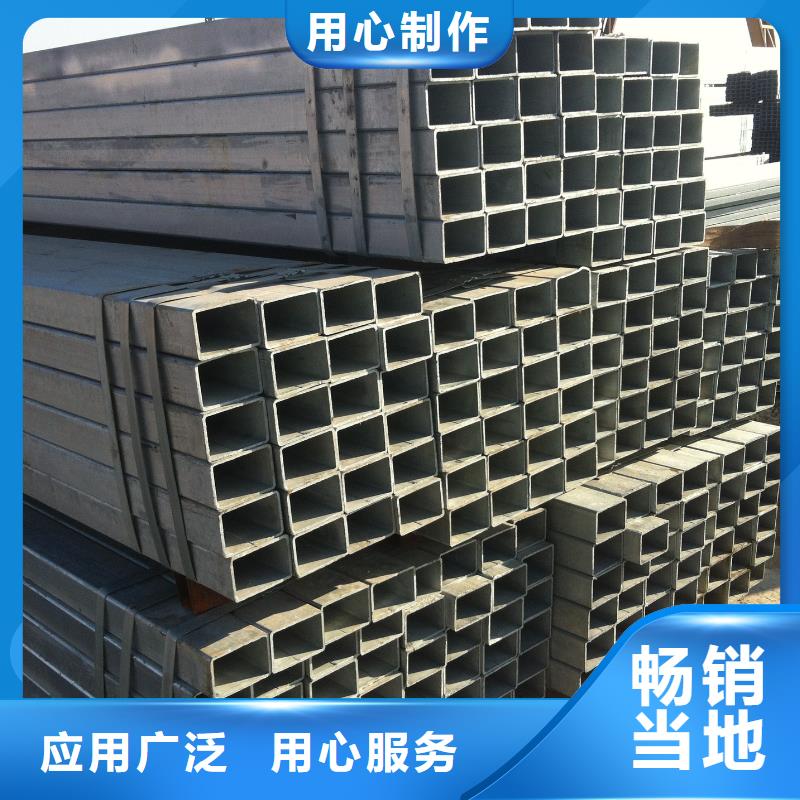
乌鲁木齐镀锌方管基本上出现在每一个工程项目中。 镀锌方管是一种防腐性能很好的产品,广泛应用于工程建设中的新项目。 镀锌方管的种类很多,或者下面列出了一些常见的类型。 镀锌方管的生产过程中遇到了技术难题。 一般镀锌方管先用液压剪剪,再用复印机剪。 液压剪裁切后,厚钢板一般都有毛刺,造成厚钢板跑偏。 如果正负极偏差超过3mm,需要注意立即调整液压剪板机。 如果客户指定精度高,使用自动或数控机床进行激光切割时孔距困难:镀锌方管的孔一般在中间,仿形机做好90度结构, 准确定位的偏差一般不大。 如果液压剪板机切割不好,会造成孔位偏差较大。 乌鲁木齐镀锌管在切孔的情况下,复印机应仔细调整开孔模。 一旦设备调整不当,切割孔将不圆。 镀锌方管在很多地方的效果也是不一样的。 很多时候我们要注意质量,因为它的质量比较好,所以在各个领域都有广泛的应用。 关键是因为它的高品质。 强度特别高,在各个领域的作用都比较强,但随着领域的完善和广泛的应用,本产品涉及镀锌方管的特性和质量作为开发,冲压模具的原材料 . 变形、激光切割等生产加工。 因此,对所有无缝管的物理性能都进行了测试。 因此,硬度标准法是如何使用大口径无缝管,物理性能试验方法主要分为两类,一类是拉伸试验,一类是强度试验。
为什么说乌鲁木齐镀锌方管适合做温室大棚用,温室的框架由圆铜或钢管制成,多为无柱温室。由于材料和焊接方法的不同,伞裙的种类很多。在我国,有很多桁架式钢架温室和装配式镀锌带管温室。 温室所有骨架均由工厂按定型设计生产,标准总成运至现场安装。 目前国内主要生产跨度为6米、30米、8米、42米、10米、66米等不同类型的装配式镀锌温室。 它的高度为2至3米,均为拱形圆形温室。 棚体由北向南延伸,棚内无立柱。 预制温室骨架由钢管制成,拱杆、纵筋、膜槽、膜弹簧、棚头、门、侧通风装置等,由各种夹具组装而成。 温室拱杆由两根直径25~32mm的弧形镀锌方管对接,顶部有套管; 乌鲁木齐镀锌管每1米使用一根拱杆。 纵肋用直径25mm的镀锌方管用拉杆和销钉连接,拱杆用横管卡箍固定在其上; 整个棚由6根纵肋连接为一体。 温室棚头用6根直径25毫米的钢管柱固定在拱杆上。 温室内有6个纵向薄膜槽,用槽管和十字夹固定在拱杆上,薄膜用薄膜弹簧固定。 棚头横向薄膜槽用平行槽管固定在拱杆上,棚头薄膜也用薄膜弹簧固定。 安装时先按现场图纸布置线路,沿棚内侧挖一条0.5米深的沟渠。 先压南北棚头,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。
