
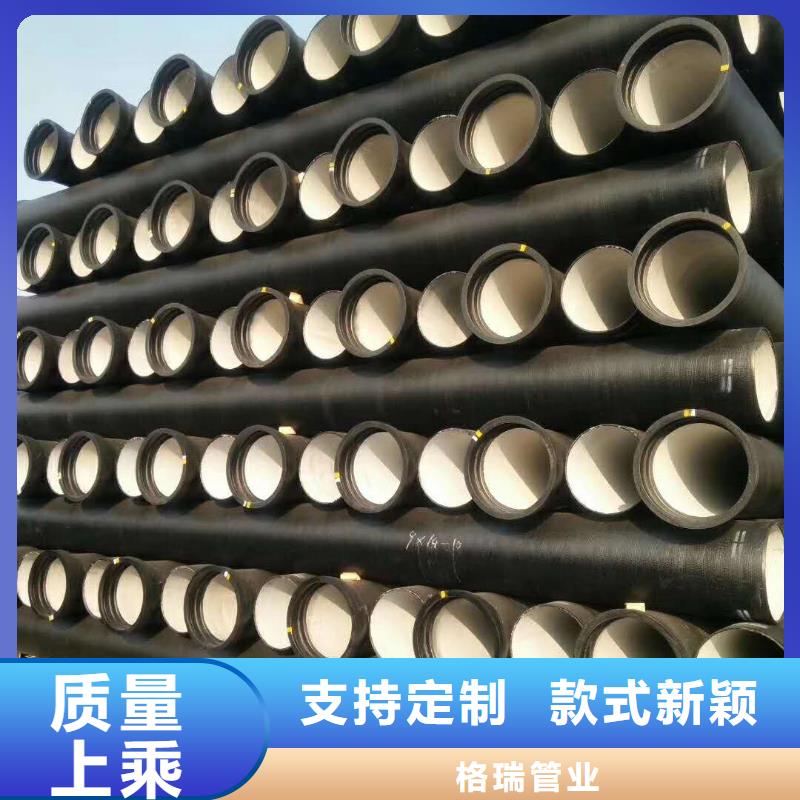





承插球墨管未来有很大的发展空间球墨铸铁生产是获得机械产品毛坯的主要方法之是机械制造工业的重要基础,在国民经济中占着相当重要的位置。在许多 机械中,铸件重量占整机重量的比例很高,内燃机80%,拖拉机65%—80%,液压件,泵类机械50%—60%。西藏球墨铸铁管安装:将插口插入承口中直到与密封圈同轴接触,必须正确的校直,使要连接的管子或管件的中轴线相重合。连接管子时,对不管径的管子应该采用不同的工具,小心的将管子连续插入,如果发现管子插入阻力过大,应该立即停止,并将管子拔出,检查橡胶密封圈位置和承插口,查明原因并妥善处理。终插入深度在两条白线的中间就表示已经到位。5亿吨煤炭产能西藏球墨铸铁管在我国有着较大的市场应用空间。
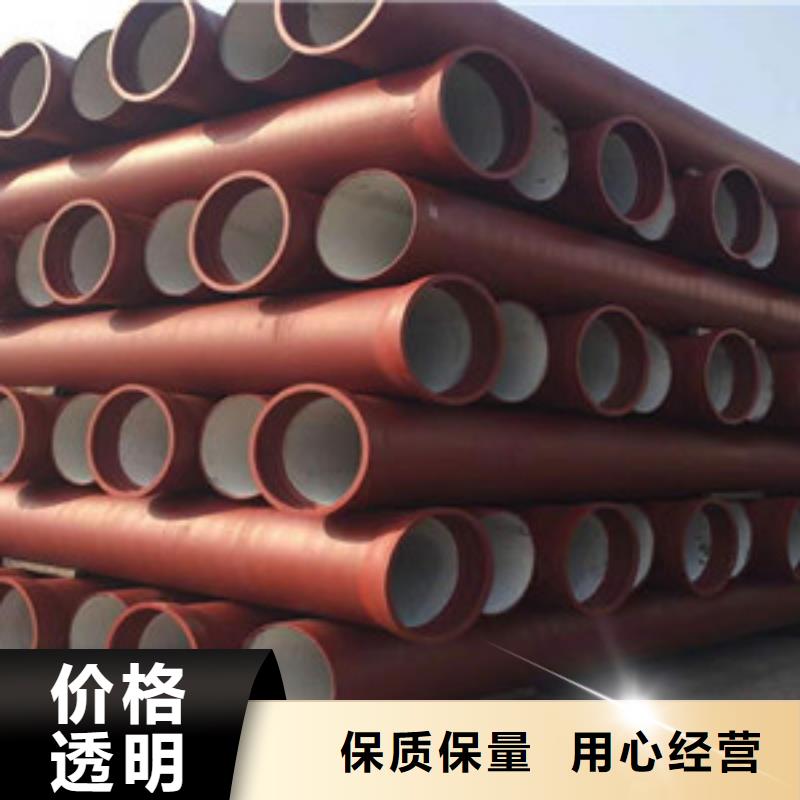
西藏球墨铸铁管厂家主要生产各种规格西藏球墨铸铁管,西藏球墨铸铁管件。我们是西藏球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。 这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
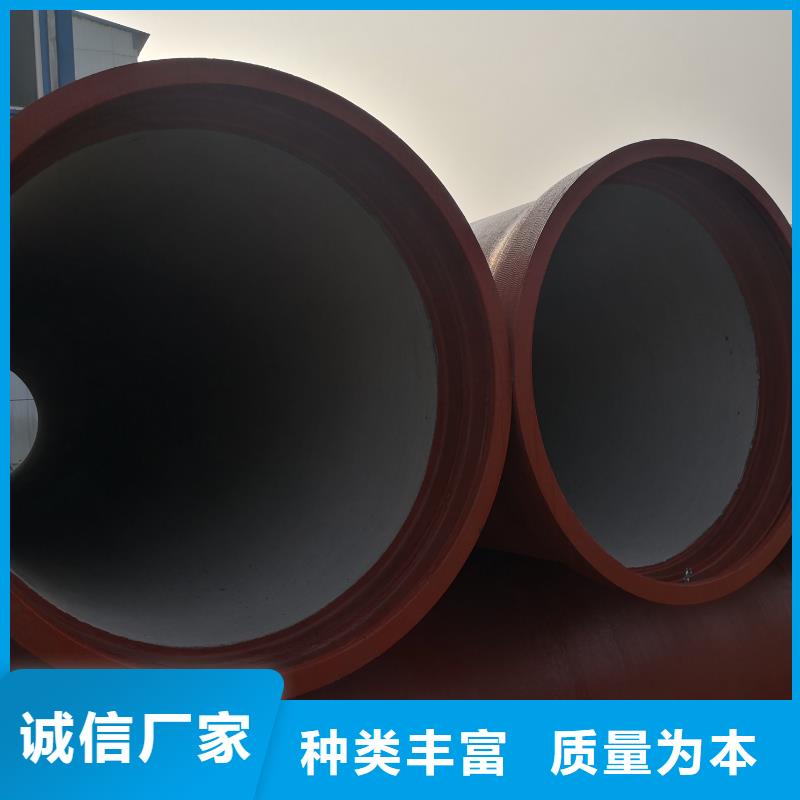
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,西藏球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
山东西藏球墨铸铁管厂家流通业PMI显示企业销售量下降,下游订单减少,企业心有所回落,采购意愿基本平稳,总体判断9月西藏球墨铸铁管厂家流通市场需求景气趋弱;统计发布2014年8月西藏球墨铸铁管厂家流通业PMI总指数为48.2,环比下降0.7个百分点,显示西藏球墨铸铁管厂家需求有所放缓, 8月份西藏球墨铸铁管厂家流通业PMI调查的10项分指数6降3升1平。其中,西藏球墨铸铁管厂家流通市场活跃度降低。从各项分指数看,多元化发展对于利时代的铸铁管贸易商而言,近乎成为求生存的必备战略,而仍能坚持至今的铸铁管贸易商通过不断尝试、推陈出新的举措也使得钢贸圈愈发呈现出多样化的局面。在钢贸圈有一句话叫作“剩者为王”,相不屈于劣势、勇于创新的铸铁管贸易商终究会迎来行业里的春天。企业销售量下降,下游订单减少,企业心有所回落,采购意愿基本平稳,总体判断9月西藏球墨铸铁管厂家流通市场需求景气趋弱。
