


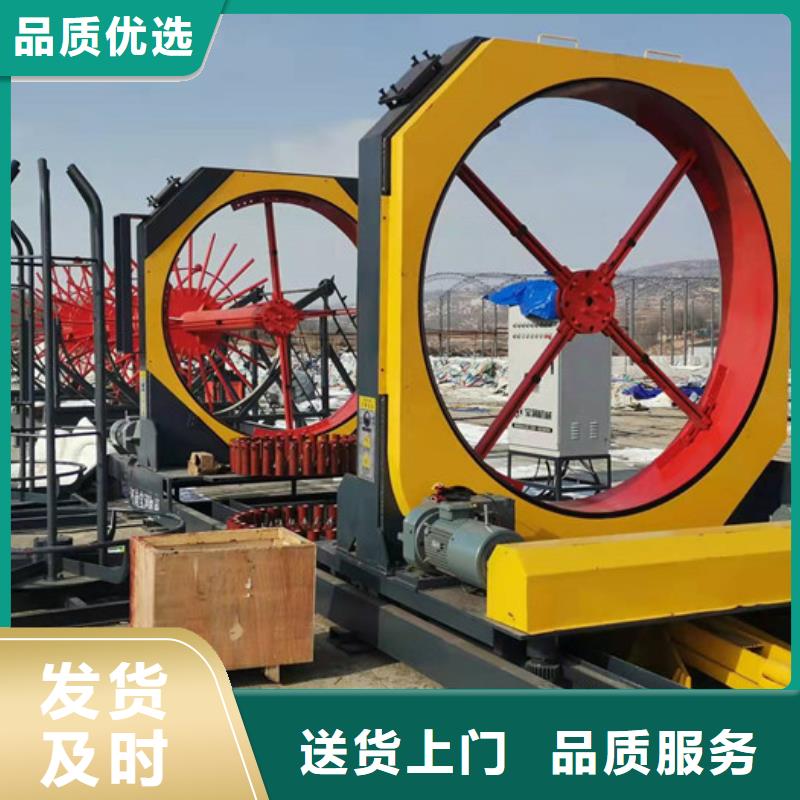


吉林辽源2000型滚焊机技术参数
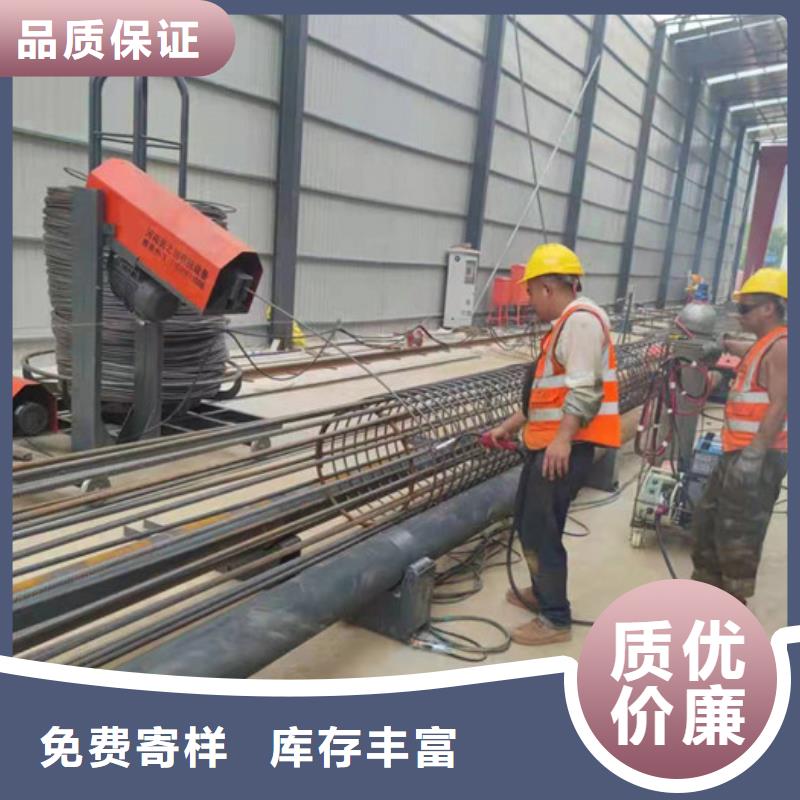
箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用间距加强区每10㎝一道,一般区域每20㎝一道误差应控制在规范许可范围内施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机
宝润机械有限公司
 宝润机械有限公司
钢筋笼绕筋机定钢筋笼的螺距和自动运行的速度,设置托笼装置的抬起和落下参数;设置焊接时间、转盘电机的速度,行走电机的速度、回参速度;固定转盘速度补偿、行走转盘速度补偿、行走小车速度补偿等参数。3.操作工艺 将主筋穿过固定盘的穿筋管并插入移动盘的固筋套中,旋转紧固螺栓将钢筋固定好,将箍筋端头穿过入料导辊并焊接在一根主筋上,开启手动或自动按钮,移动转盘在转动的同时移动,从而将箍筋绕在主筋上,当箍筋缠绕在主筋上后人工进行焊接(二氧化碳自动保护焊),从而形成产品钢筋笼,当钢筋笼达到一定长度后相应位置的托笼装置依次抬起并托起钢筋笼,当钢筋笼焊接达到预定长度后
宝润机械有限公司
钢筋笼绕筋机定钢筋笼的螺距和自动运行的速度,设置托笼装置的抬起和落下参数;设置焊接时间、转盘电机的速度,行走电机的速度、回参速度;固定转盘速度补偿、行走转盘速度补偿、行走小车速度补偿等参数。3.操作工艺 将主筋穿过固定盘的穿筋管并插入移动盘的固筋套中,旋转紧固螺栓将钢筋固定好,将箍筋端头穿过入料导辊并焊接在一根主筋上,开启手动或自动按钮,移动转盘在转动的同时移动,从而将箍筋绕在主筋上,当箍筋缠绕在主筋上后人工进行焊接(二氧化碳自动保护焊),从而形成产品钢筋笼,当钢筋笼达到一定长度后相应位置的托笼装置依次抬起并托起钢筋笼,当钢筋笼焊接达到预定长度后
