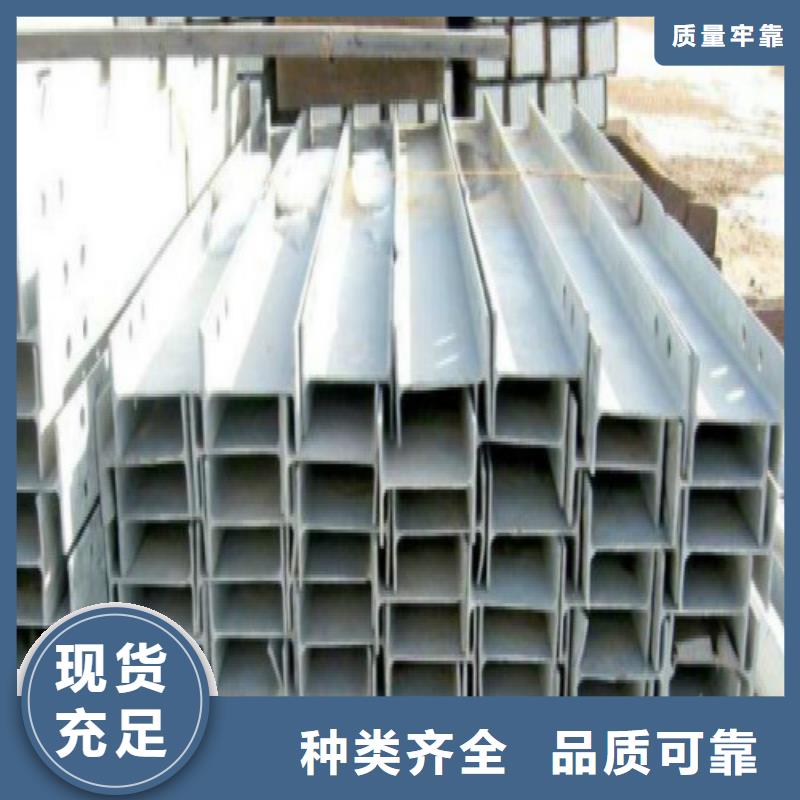


一、H型钢焊接
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应清除焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
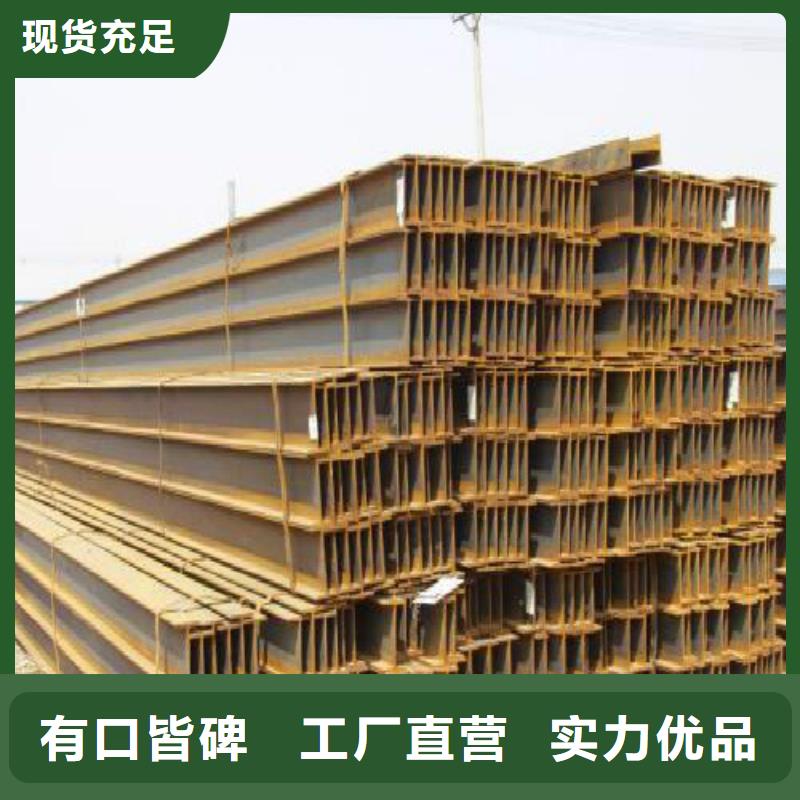
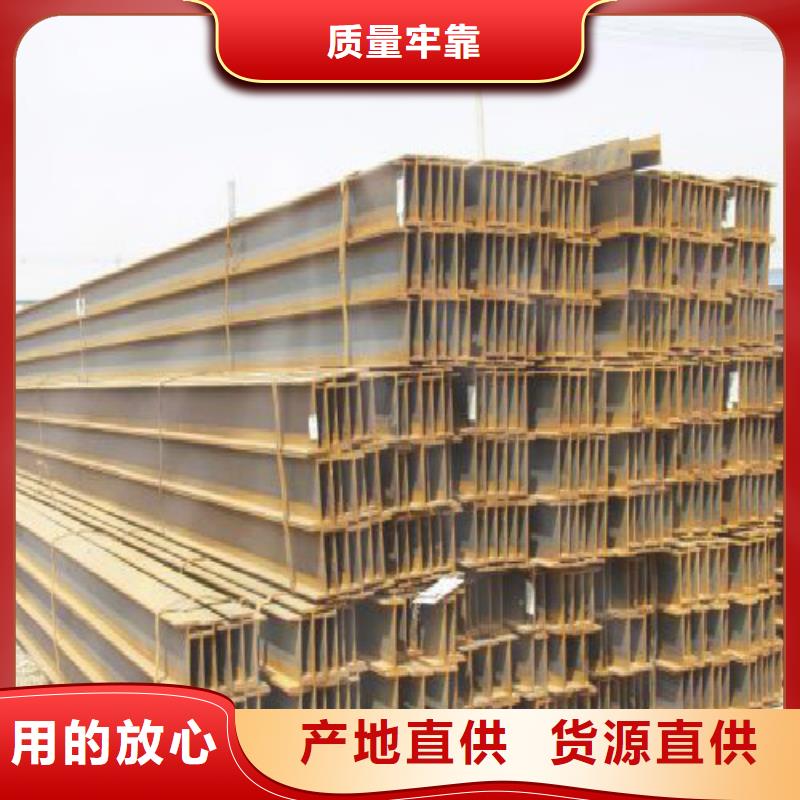
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。


Q345B槽钢平顶山由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷冲、轧制、拉丝、弯曲等各种成型而不损坏镀层;项目工作说明书 (5)钢结构件热镀锌后,相当于一次退火处理,生命中,总有些人,安然而来,静静守候,不离不弃。能有效改善钢基体的机械性能,文学家说:"书是人类的营养品" 消除钢件成型焊接时的应力,落叶随着风高低起舞。 有利于对钢结构件进行车削加工。目标 (6)热镀锌后的件表面光亮美观。招标 (7)纯锌层是热镀锌中最富有塑性的一层镀锌层,书是智慧的钥匙 其性质基本接近于纯锌,具有延展性,所以它富于挠性。检验方法 Q345B槽钢原理品质风险 热镀锌层是锌在高温液态下,分三个步骤形成的:原创 1、铁基表面被锌液溶解形成锌—铁合金相层;质量指标 2、合金层中的锌离子进一步向基体扩散形成锌铁互溶层;软件 3、合金层表面包络着锌层。质量指标 工艺流程全面品质管理 原料检验→酸洗→清洗→助锌→烘干→镀锌→冷却→钝化→清洗→成品检验→检验打包等, 按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类。设备维护角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∟30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∟3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库。
角钢介绍
角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。


吉林万弗莱钢有限公司拥有先进的设备,具有较完整的设计、开发、检测和制作 合金管的能力。我们会根据你的实际需求为您提供使用的应用,我们用更多的创意为企业发展进行有效工作。此外,在技术层面上,我们还会考虑产品质量、安全、工艺、美观等因素,尽量为客户降低成本,提高广告效益。 在多年的风雨磨练下公司日渐形成先进的工作理念,管理架构与服务工作,通过增加各部门的精英人才,我们在为不断提升自我竞争力而努力,有着核心设计人才和专业的施工队伍,以求更完善地为每个客户服务。

