

21043<定西>神悦钢材有限公司

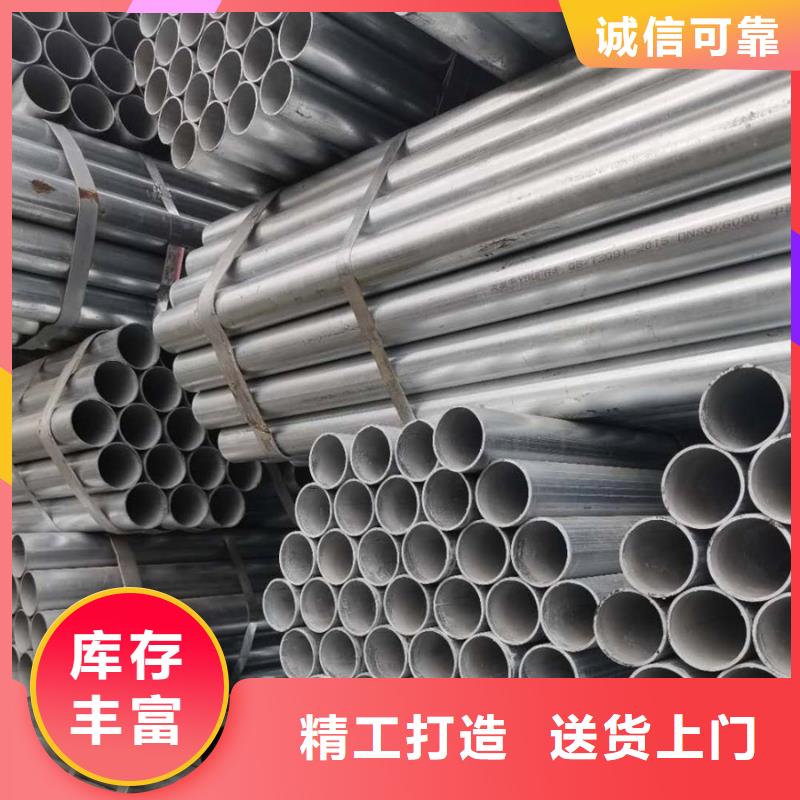
定西16mn镀锌钢管在生产过程中,要经过很多工序才能获得具有这种特性的优质管件。根据镀锌无缝管的冷加工硬化,可以获得满意的铝合金型材。生产工艺工业设备为:光亮热处理设备主要用于在维修气氛中对不锈钢板产品的生产进行热处理工艺。在未规定镀锌无缝管应用特性的情况下,光亮热处理工艺后对铝合金型材成分的要求不同,因此光亮热处理工艺的生产工艺也会有所不同。 定西16mn镀锌管冷拔后,内应力会在镀锌无缝管原材料中空出,内应力对水管的抗应力腐蚀开裂性能不是很好。各级冷拔导致原材料的应力腐蚀开裂敏感性激增。冷拔等级也会对马氏体不锈钢板的高温长期抗压强度造成不良破坏。一般操作温度越高或开裂应用期越长,可进行的冷拔等级越低。从上面的详细描述可以看出,镀锌无缝管的热处理工艺比较复杂,如果铝合金型材的成分要符合标准,就规定了工业设备在制冷中的调整。
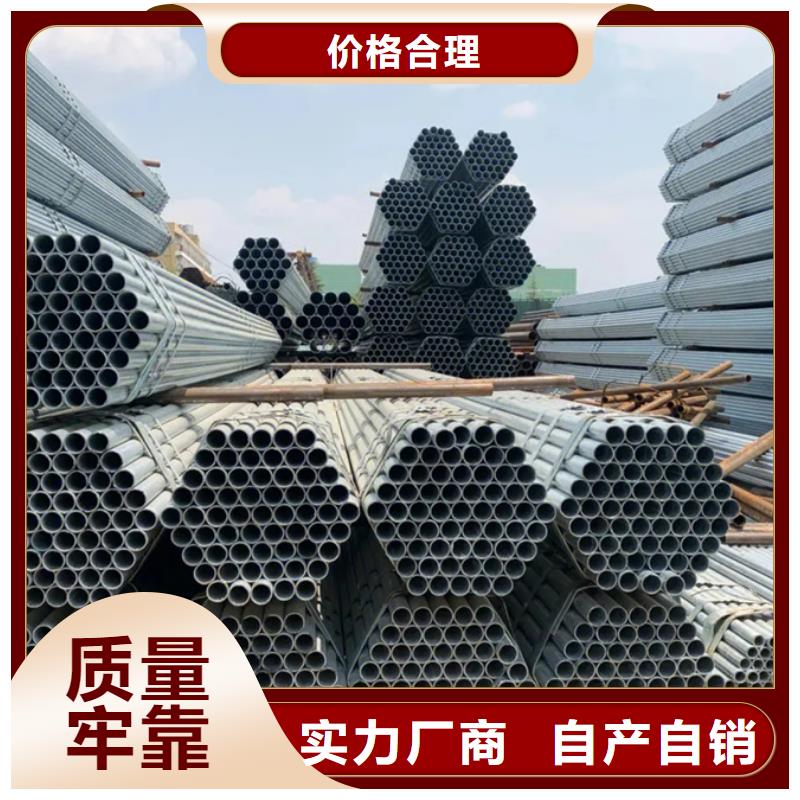
定西热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。

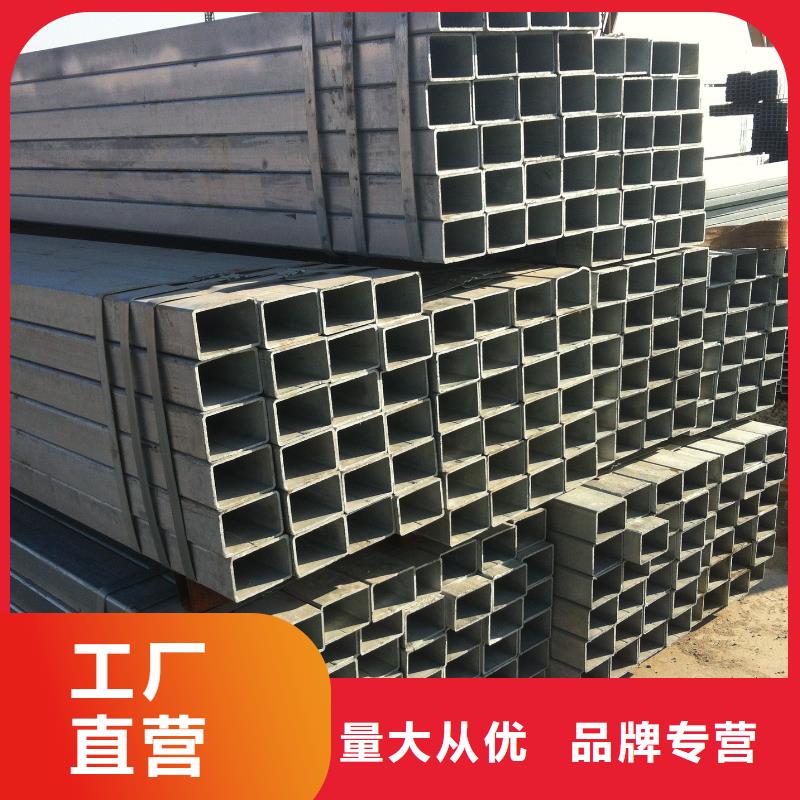
定西镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的定西镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。
