








山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。
离管端200mm的对接纵缝处不得大于2mm。
3其他部位不得大于1mm。
卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
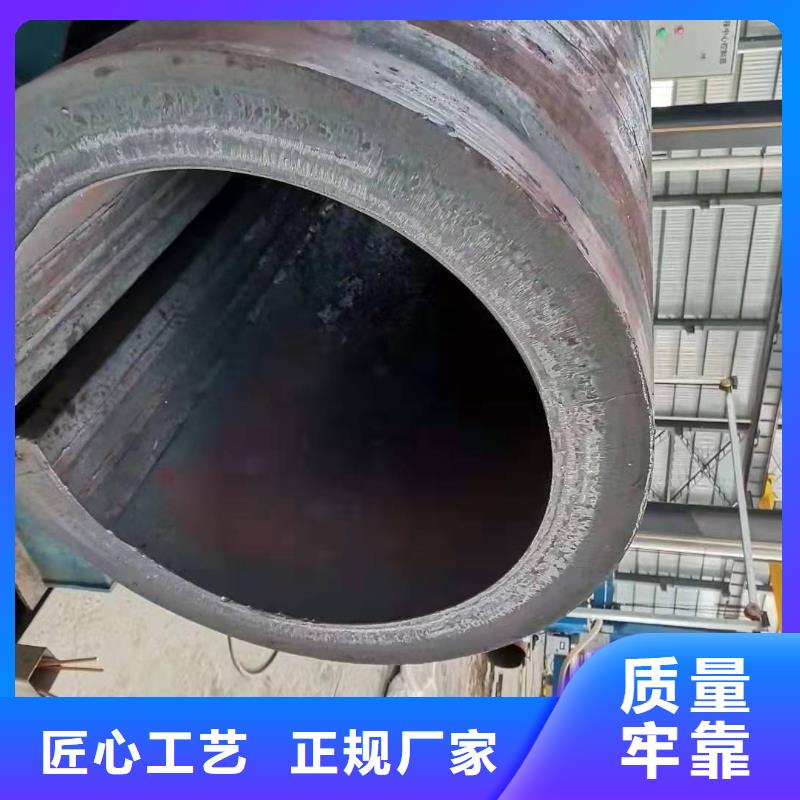
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。
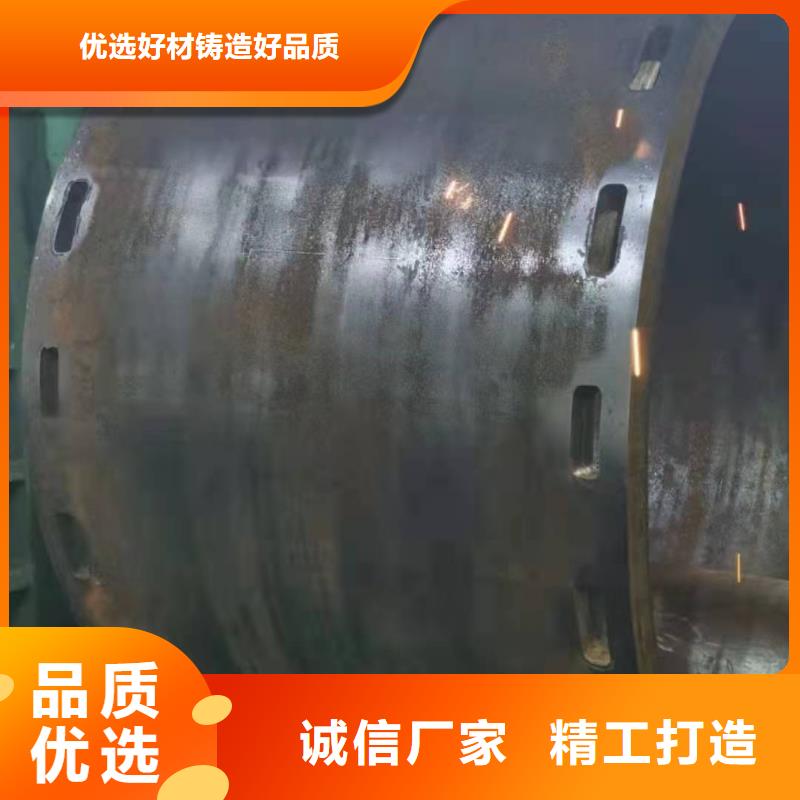
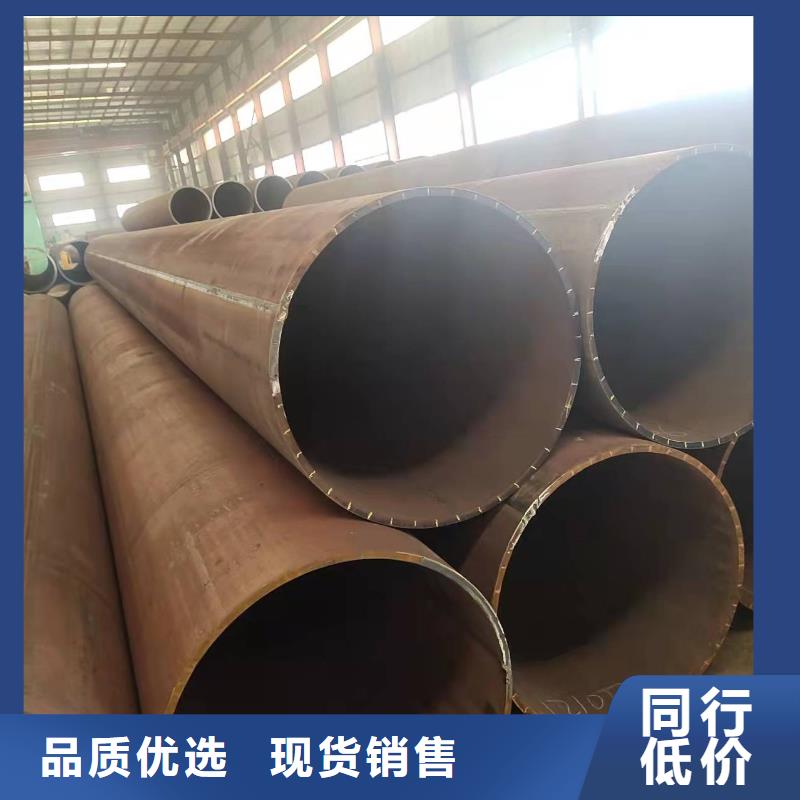
厚壁钢板卷管厂定制主要生产销售:钢板卷管厚壁卷管大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的大型卷管厂,本厂生产的丁字焊卷管,16Mn卷管,Q345B卷管,异型卷管远销国内外各大工程建筑。
可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等标准生产,本公司开发研制的各种卷管系列产品畅销全国各地,广泛出口欧美、中东及东南亚 和地区。卷管年生产能力达10万吨,公司还拥有国内的涡流探伤和水压试验机,理化试验无损探伤等设备,是华北地区一定规模的卷管生产企业。
钢板卷管锥形卷管、异形卷管成型注意事项:
①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快;
②在辊子的一段加一个旁轮卷锥装置;
③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进.
单个气孔回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。?
?
产生这类缺陷的原因主要是焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。如果焊缝中存在着气孔,既破坏了焊缝金属的致密性,又使得焊缝有效截面积减少,降低了机械性能,特别是存链状气孔时,对弯曲和冲击韧性会有比较明显降低
