


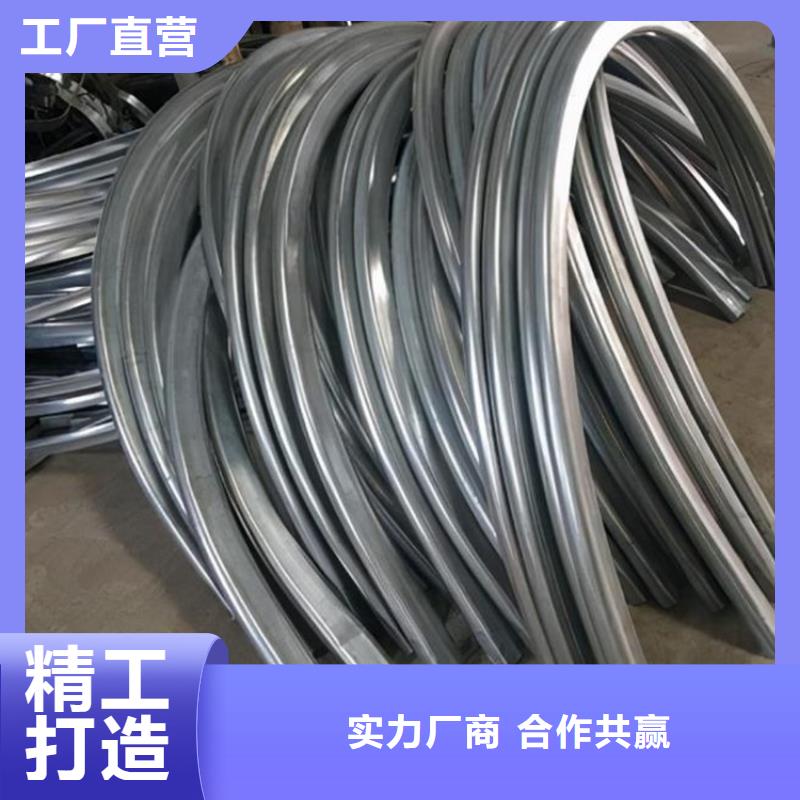



常用的型材拉弯方法有哪些 按曲折成形办法能够分为滚弯、压弯、推弯和绕弯;按曲折时是否运用模具能够分为有模弯和无模弯;按曲折时有无芯棒能够分为有芯弯和无芯弯;按曲折时是否加热能够分为冷弯和热弯。近年来还出现了零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等新的弯管工艺。滚弯是用三个辊轮对管材进行曲折加工的办法。其中辊轮3为主动轮,其余两个为从动轮。滚弯办法及作业原理与板材滚弯根本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的作业表面。曲折时只需改变主、从辊轮间的距离,就能够实现各种曲率半径的曲折。拉弯厂说这种办法尤其合适弯制环形或螺旋线形管件。不过,滚弯对曲折半径有必定的要求,仅适用于曲率半径较大的厚壁管件,关于小半径曲折显得力不从心。压弯是早用于弯管加工的工艺办法。它是在液压机上使用模具对管坯进行曲折加工的。压弯具有模具调整简单、出产功率高等优点,故在出产中一直被广泛应用,一般用于弯制带直段的管件或弯头号。
型材拉弯厂家介绍型材拉弯的分类型材拉弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 型材拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,型材拉弯可分为顶弯、压弯、辊弯和型材拉弯。压弯是常用的型材拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当型材拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的型材拉弯机型材拉弯上进行。 当型材拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。
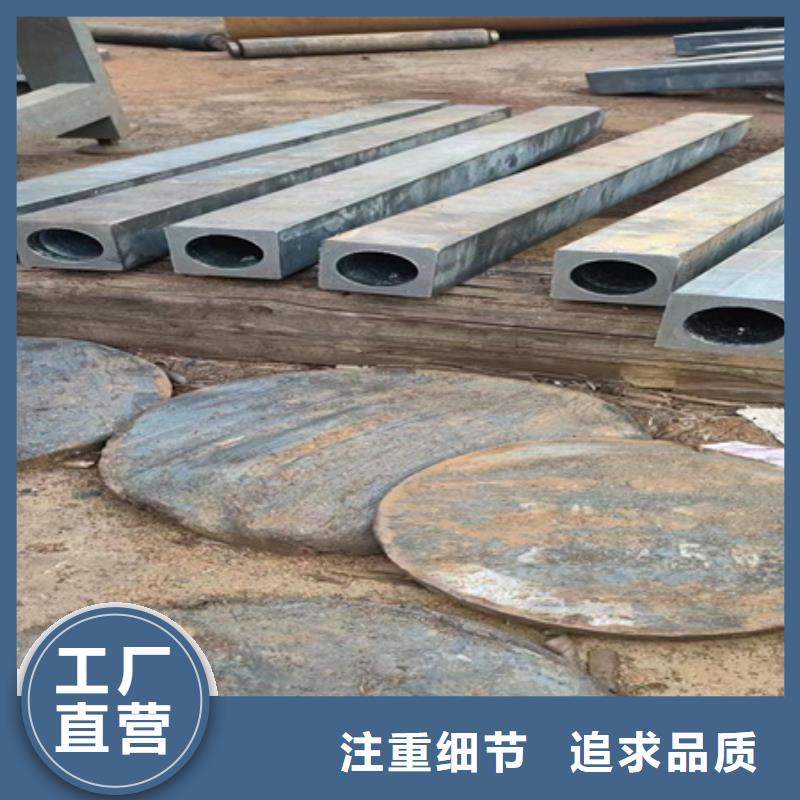
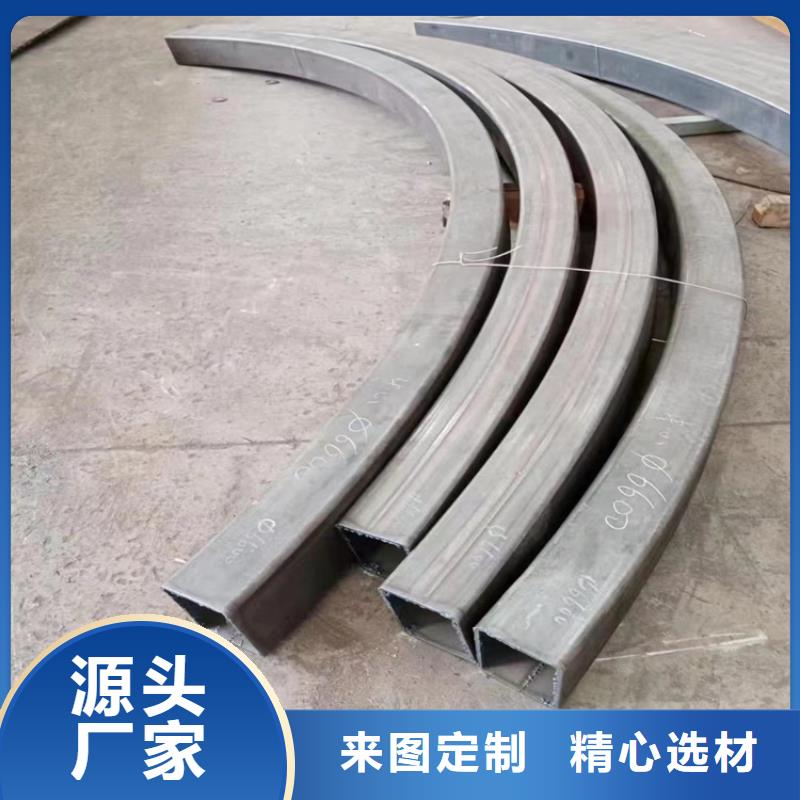
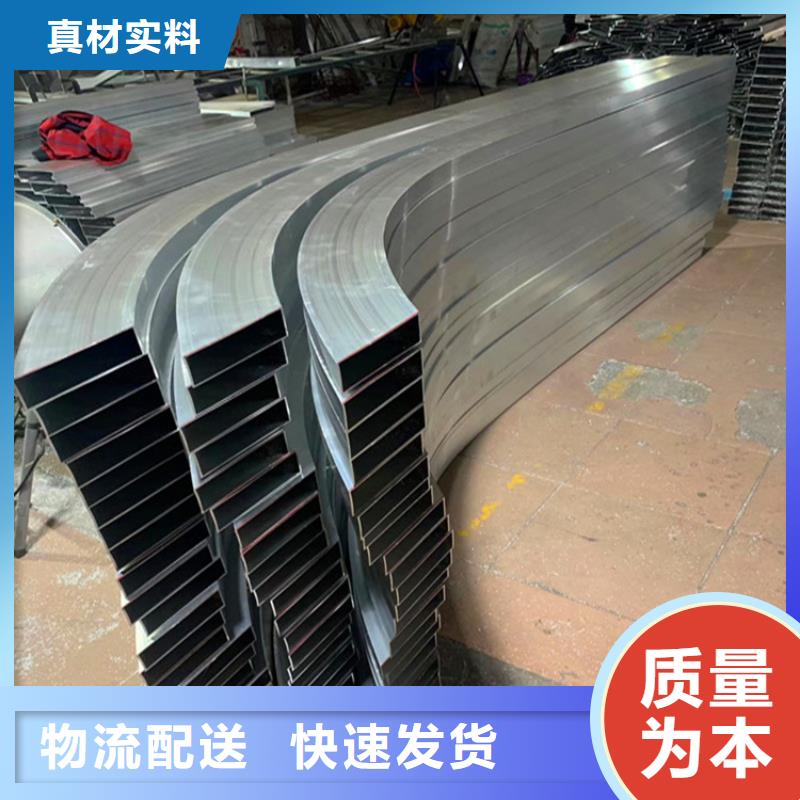
一起来了解一些型材拉弯知识 型材拉弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。型材拉弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。
关于型材拉弯加工厂的应用介绍型材拉弯加工厂型材因为其良好的机械性能而广泛应用于航空和汽车工业中。型材拉弯加工厂型材拉伸曲折是指将型材预拉伸到资料的屈从限,在坚持的轴向张力的同时进行加载和曲折,型材拉弯厂使其进入模具的凹槽并成形的曲折进程。在曲折进程中,施加轴向拉力以战胜内侧起皱,截面应力分布,减少回弹,进步成形精度。这是型材型材拉弯中需求解决的首要问题之一。在拉伸曲折件的生产进程中,依据拉伸曲折件的外形规划,得到拉伸曲折模具的形状。即使轴向张力在技术规范规定的残余应变下尽可能地增加,因为型材零件的相对大的曲折半径,仍然存在数量的回弹。拉伸曲折的曲率仍然很小,所以拉伸后需求进行校准。在型材的拉伸曲折进程中,中性层以下的部分遭到纵向紧缩应力,径向和宽度方向也遭到紧缩应力。在三维压应力作用下,容易发生纵向缩短变形和径向增稠变形,严重时会产生起皱现象。贵阳型材拉弯厂型材的拉伸曲折首要是指在预拉伸到资料屈从限并坚持的轴向张力之前,型材被加载和曲折的曲折进程,从而将它们压入模具的空腔中构成。
