






不锈钢复合管按使用性质可分为化工用液体和使用考虑,要求其材料的机械物理化学等综合性能优良。从经济效益考虑,又希望材料的使用寿命长,价格便宜。虽然通过添加合金元素和热处理等冶金手段可以提高或改善材料的某种特性,但是添加昂贵而稀有的合金元素并不总是能够得到所需要的综合性能。例如,作为高温高压锅炉过热器用钢管,它应具有高温强度特性、优良的耐外表面高温腐蚀和耐内表面水蒸汽氧化的特性,同时为了提高锅炉的热效率,该钢管还应具有很好的导热性。作为单一材料,要求同时满足上述诸要求是有一定困难的,而不锈钢复合管则是合理解决问题的有效途径。 双金属复合管的生产方法有哪些呢? 这里给大家介绍介绍。将装配好的内外管放置在水槽内,将集束 放置在内衬管轴线上,通过 瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,在轴向方向向内收缩,向外扩张的内衬管在水压的作用下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失,复合成形。受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填 时,用量上受到限制。药量大了,瞬间冲击波大,外基管易发生 变形,甚至不安全,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。通常为0.5 MPa左右。由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。为了保证管口整圆,不得不进行二次校正。
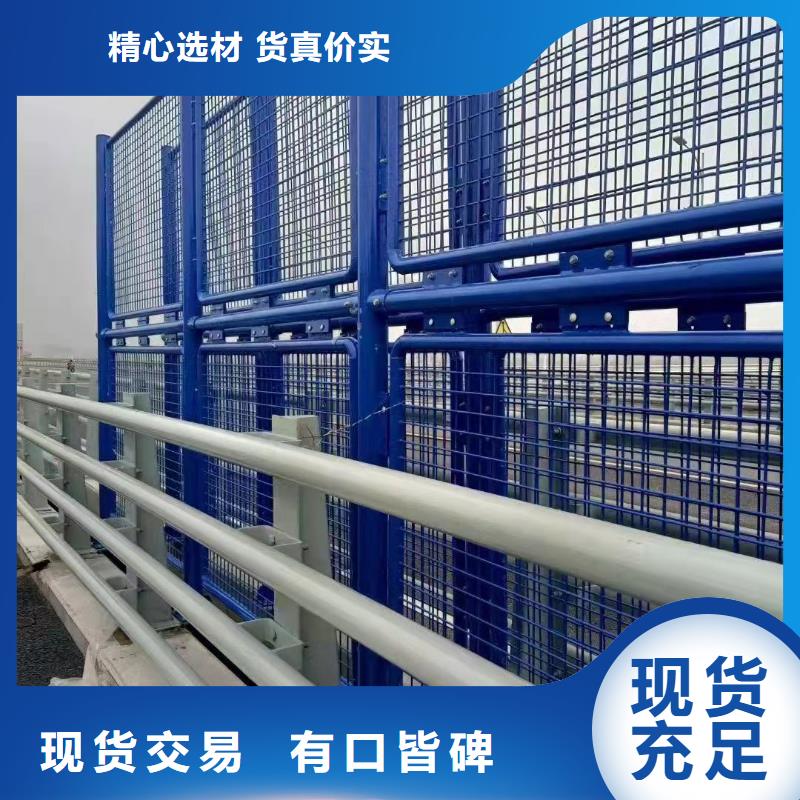
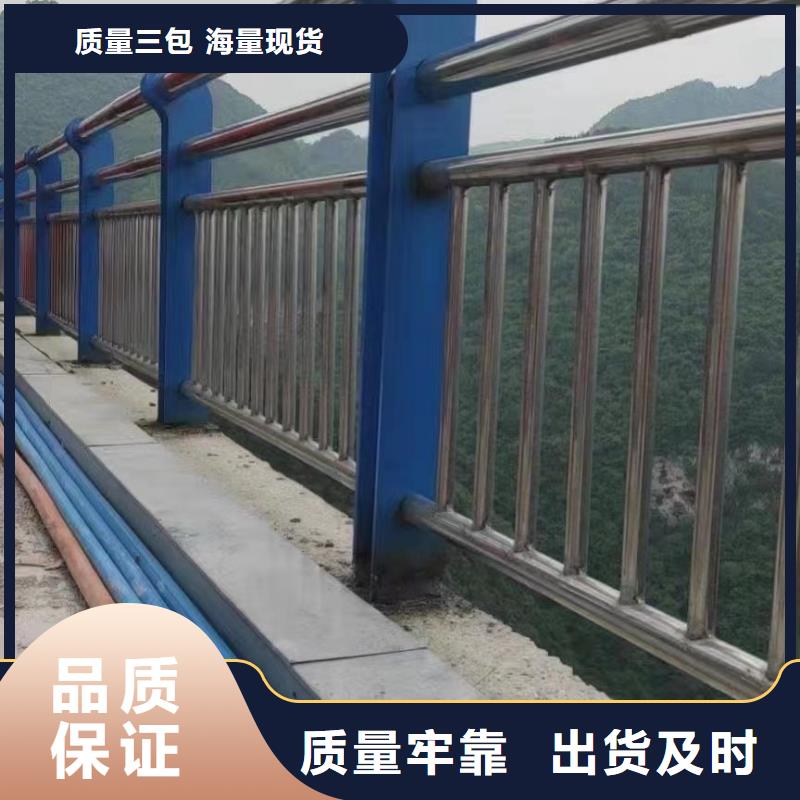
<黔西南>聚晟护栏制造有限公司 黔西南桥梁防撞护栏诚信商家
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。

