

山东东营不锈钢珩磨管 产品应用广泛 <东营>九冶管业有限公司
珩磨管配件的设计原理珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的安全稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。

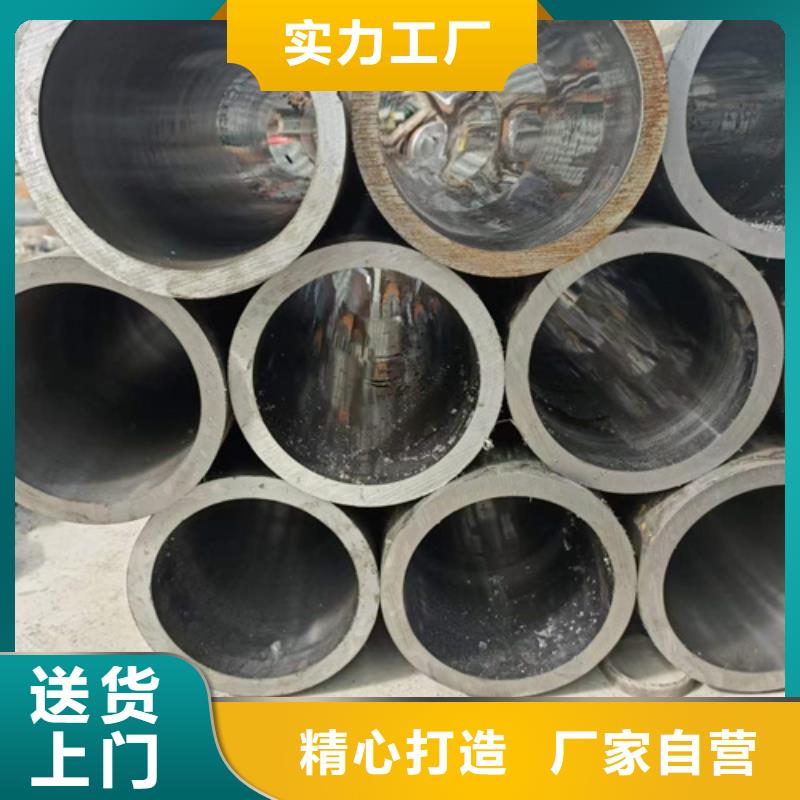
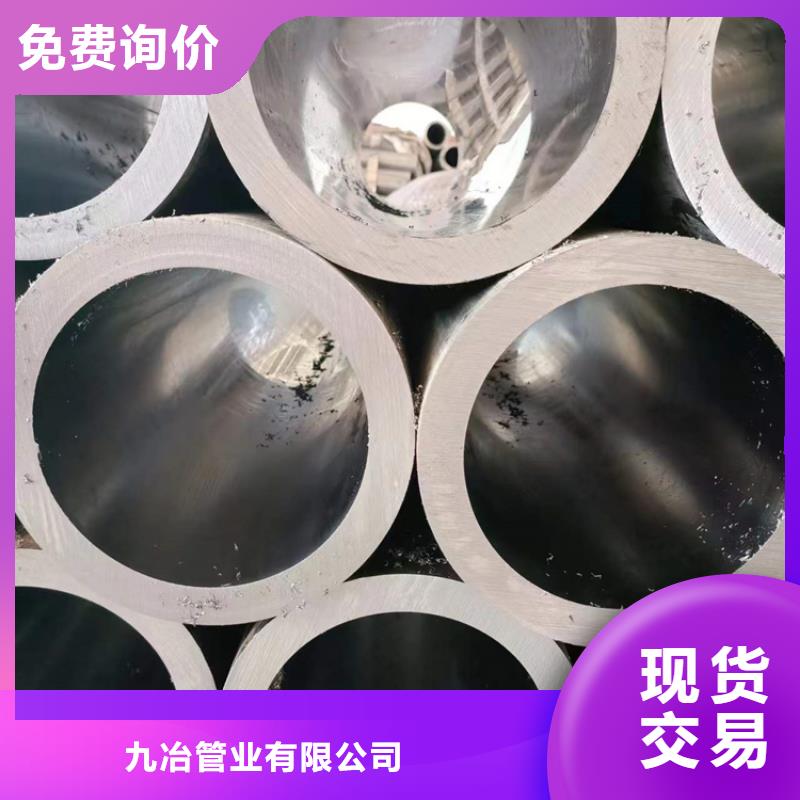
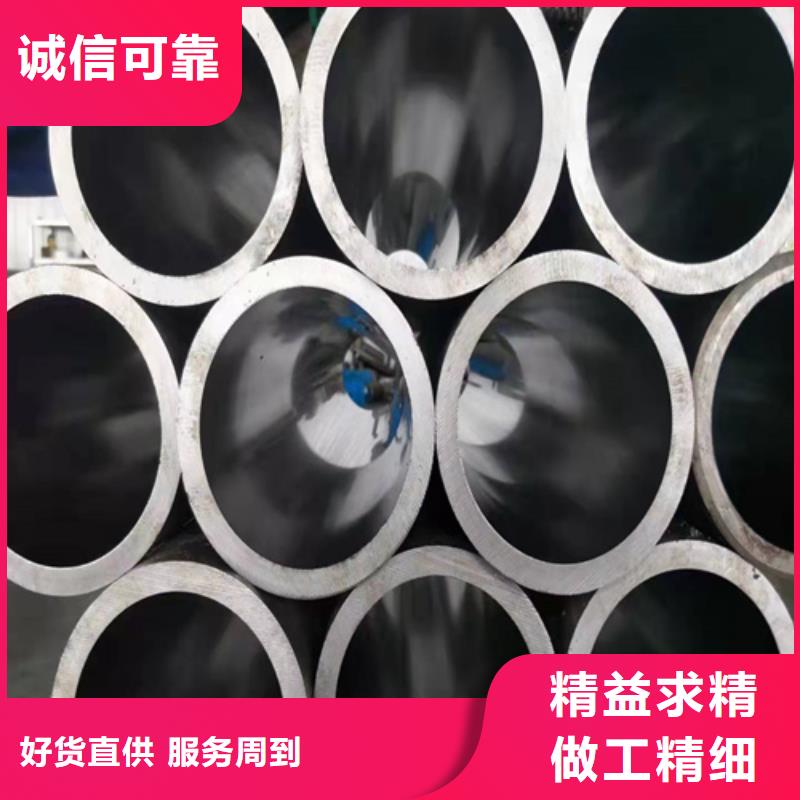
珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
<东营>九冶管业有限公司 山东东营不锈钢珩磨管 产品应用广泛 <东营>九冶管业有限公司珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。

