








80家声测管厂焦炭库存下降22.7万声测管厂家~438万声测管厂家,可用天数降至11.6天,低于今年以来的可用天数均值13.21天,但高于今年以来的10.9天。根据目前供需情况,冶金焦第二轮涨价或将得到执行,但在声测管材价格下跌的情况下,声测管厂面临亏损,暂未接受。预计近期冶金焦第二轮涨价可能落地。国内炼焦煤价格稳中有涨上周,国内炼焦煤价格稳中有涨,部分网络竞拍价格出现明显涨幅。山西临汾、长治G80低硫焦煤主流现汇成交价上涨100元/声测管厂家至2600元/声测管厂家,个别高价资源价格为2650元/声测管厂家;长治沁源低硫瘦焦煤A8S0.5G65竞拍成交价较9月30日上涨140元/声测管厂家至2585元/声测管厂家~2590元/声测管厂家。
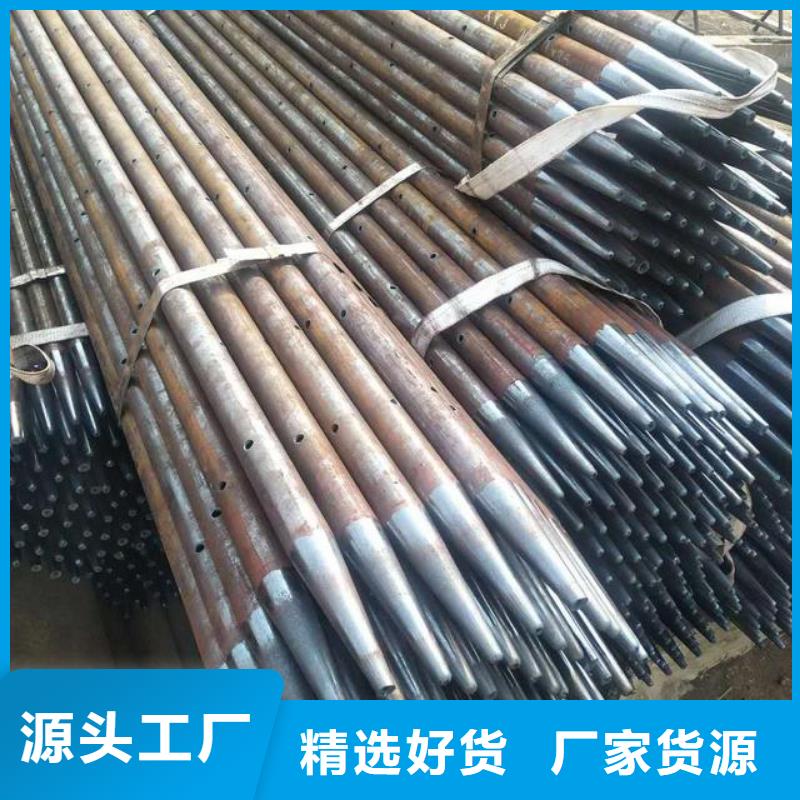
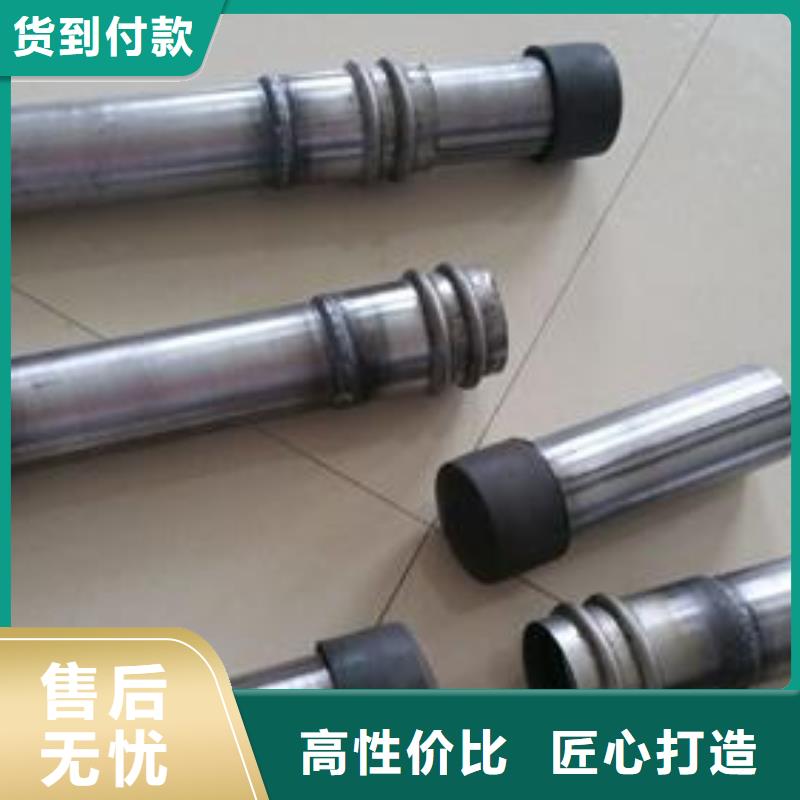
声波在砼中的传播参数 (声时、声幅、频率和衰 减系数等) 与砼介质的物理力学指标之间的相关性是基桩声波透射法的理论依据。当砼质量完好 即其介质的构成材料、均匀度和施工条件等内外因素 基本一致时 声波在其中的传播参数应一致 ;而介质中存在缺陷时 声波在传播过程中就会产生绕射、反射和衰减等现象 使声时、声速、声幅和频谱等发生 变化。用高灵敏的声波发射、接受传感器 可记录这 些参量来描述砼的内在质量。声波透射法检测桩身砼质量要求在砼桩身中先预埋声测管(一般为 2~4 根并保持两管平 行、间距相等。检测时 声测管中注满水 发射和接 受传感器分别置于两根管中 保持在同一高度(有时 也可以有定量的高差) 声波脉冲穿过两管之间的混凝土。两传感器同步升降 按一定的间距记录桩身从桩头到桩底间 n 个点的声时 桩身砼的质量或缺陷判断。
除少数直接承受动力荷载结构的某些连接外,焊接可广泛用于工业与民用建筑钢结构的连接们钢结构的焊接方法有电弧焊电阻焊等。电弧焊的质量比较可靠,是常用的一种焊接方法。电弧焊可分为手工电弧自动或半自动埋弧焊气体保护焊等。钳压式声测管常用于冷弯薄壁型钢的焊接手工电焊弧由于电焊设备简单,使用方便,应用广泛,可用于空间的焊接,特别适用工地安装焊缝短焊缝和曲折焊缝的焊接。但它生产效率低劳动条件差,焊接质量在一定程度上受焊工水平的影响。为了经济合理,要求选择手工焊条的型号应与构件钢材的强度相适应,当不同强度的钢材连接时,宜采用与低强度钢材适应焊条系列。自动埋弧焊由于电弧热量集中,故熔深大,焊缝质量均匀,塑性和冲击韧性都好,因而优于手工焊。半自动埋弧焊的质量介于自动焊与手工焊之间。
声测管水泥浆单液或水泥水玻璃双液注浆进浆量很大,压力 长时间不升高,则应调整浆液浓度和配比,缩短凝胶时间,进 行小泵量低压力注浆或间歇式注浆,使浆液在裂隙中有相对停 留时间,以便凝胶,但停留时间不能超过混合浆的凝胶时间。(3)注浆效果检查在小导管搭接范围内进行,主要检查注浆量偏少或有怀疑的注浆孔,声测管认真填写检查记录。渗入性注浆 通过钻孔检查注浆厚度,小于30era时,应补管注浆。超前小导管的安装和支护原理 超前小导管的安装和支护原理?超前小导管安装:可采用引孔或直接顶入方式。1、用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。2、插入导管如插入有困难,可用带有顶进功能的风钻将套管顶入。3、用吹风管吹出孔内的杂物。4、声测管小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。5、小导管安装后必须使得其周围一定范围内用喷射砼封闭。喷射厚度控制在5-8cm。
