



影响珩磨质量和生产率的因素要获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。三、珩磨的圆周速度υy和往复运动速度υw增加υw,砂条自砺作用好,生产率高。增加υy,除了提高工效外,还能改善表面质量。但两者均不能过分地增高,否则会导致切削削温度提高,排屑困难、砂条堵塞、磨耗加剧、珩磨效果急剧下降(如图3所示)。珩磨速度υh为υy与υw的合成速度。这两者合成决定了研磨管
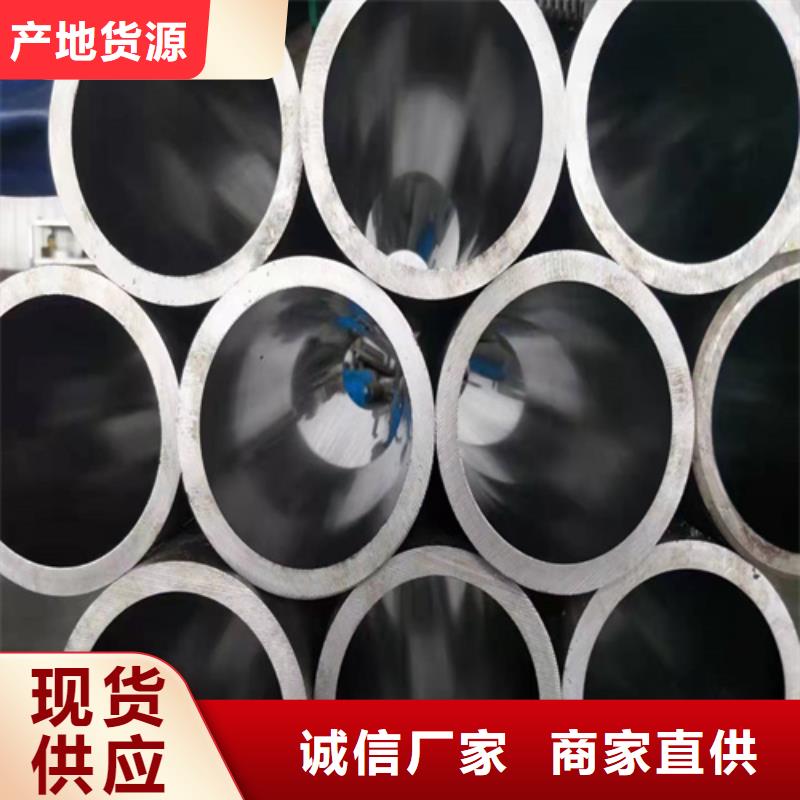
缸筒,油缸缸筒 珩磨缸筒 气缸缸筒由钢制成;通常是碳钢。就强度而言,有一系列不同的钢材可供选择,更高的压力需要更坚固的钢材和更厚的气缸壁。缸筒可以涂上各种油漆或涂料,这里经常显示公司标志。
管的内径通常不需要油漆或铬保护,因为液压油可以保护它免受腐蚀。但是,如果液压流体是腐蚀性材料(例如水),则管子和杆的内部都会被涂层
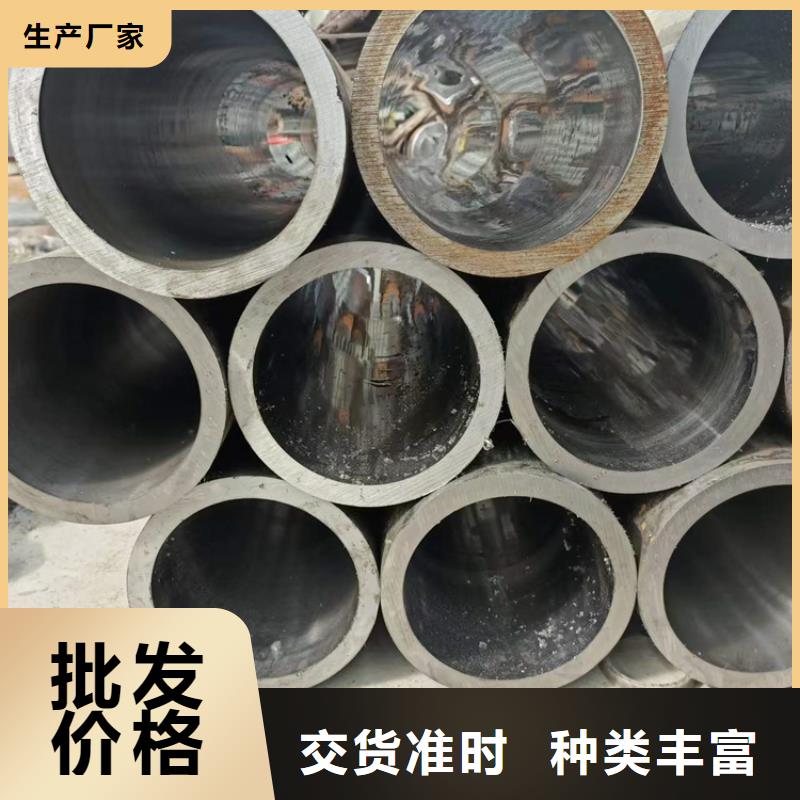
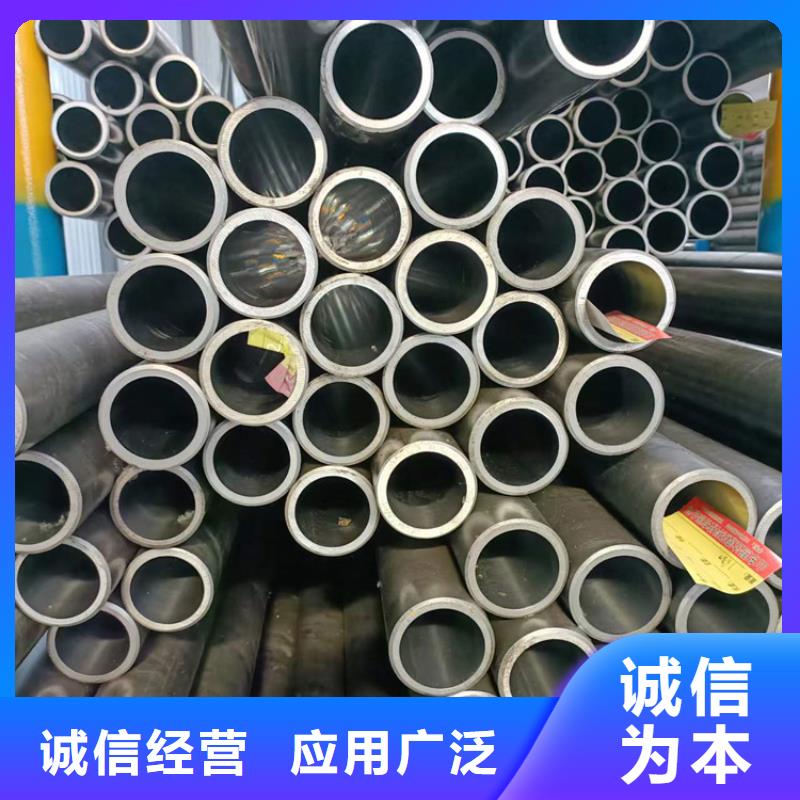
液压缸缸筒的材料一般有铸铁和无缝钢管两种。1.铸铁或锻件铸铁,常用的有灰口铸铁、球墨铸铁,是不含任何合金元素的普通铸铁?。关注公众号“液压说”,获取更多液压知识。2.无缝钢管液压缸的缸筒一般用无缝钢管,是一种通过冷拔或热轧处理后的一种高精密的钢管材料,具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点。研磨管

油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。研磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。

国标深孔镗珩磨管的普遍性能指标检测有:工作压力、挤扁、弯曲、扩口试验等。研磨管
1、液(水)压试验:被试钢管内灌进去一定压力的水,保持压力一定时间,没有漏水情况。该试验为高品质监测,多见于品如数检查。
2、挤扁试验:把国标深孔镗珩磨管试样置放二平板焊接夹具正中间,在焊接夹具间施力致间距超出规范数值,检查试样变形区无间隙、开裂等缺陷。
3、 拉伸实验:把国标深孔镗珩磨管试样置放弯曲试验机上,按规范的弯芯半径,弯曲到标准要求的角度后,弯曲位置表面无裂纹或开裂等缺陷。
4、扩口试验:将国标深孔镗珩磨管试样置放台表面,张嘴往上面,将按规范锥度选用的顶心嵌进钢管中,直至试验直径扩口率超出规范后,试样表面无裂纹或开裂等缺陷。

