




西安辰昌盛通金属材料有限公司注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 紫铜管生产能力和科技开发水平。公司 紫铜管生产设备精良, 紫铜管产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。

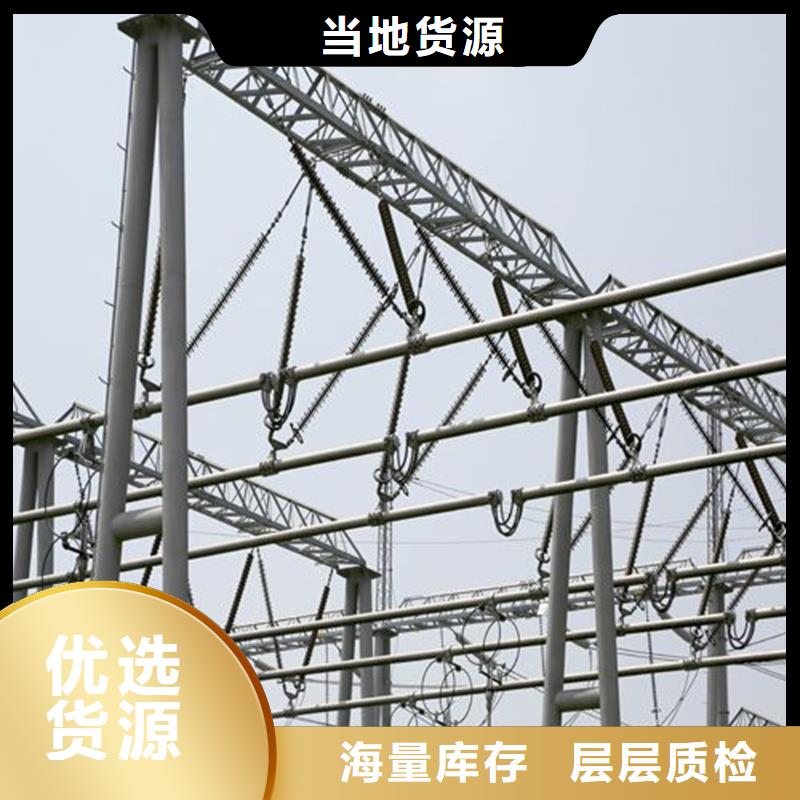
管型母线 系列产品:6063G(6063)铝镁合金管母线,LF21(3A21)铝锰合金管母线,LDRE(6R05)铝镁硅合金管母线,6Z63(6063-Zr)耐热铝合金管母线 ,6063铝镁合金管管形母线、当地6063G铝镁合金管形母线、当地LF-21铝锰合金管形母线、当地3A12铝锰合金管形母线、当地LDRE铝镁硅合金管形母线、当地6R05铝镁硅合金管形母线、当地6Z63耐热铝合金管形母线的三酸化抛槽,尽管我们都能按照一定的配比来调整亮度,但是既要保持亮度,防止产生麻点,又要持续铝型材不容易被控制。那么我们铝型材生产厂家应该从以下这几个方面来注意调节控制:1、当地用自动线和半自动线抛光料,首先操作者们应该具有一定时期的手动抛光的经验。以便及时的少量补加。自动线和半自动线都必须调整到抛光时间大于30秒,这样才不容易产生缺陷。否则铝型材生产厂家是很难生产出合格产品的。2、当地抛光槽随着铝型材生产厂家的进行,除了浓度、当地温度容易变化,它还容易受到操作方式、当地悬挂方式和装夹数量的多少而发生变化,这时候我们需要根据现场的条件来随时做出判断调整。3、当地尤其是铝合金材料之间所留的间距要比常规的阳极氧化间距要宽1倍。4、当地如果能调整到合格的亮度,但是有麻点,就应该考虑到操作的方法和方式:A.降低温度;B.蒸发多于的水;C.缩短抛光时间;D.增加空气搅拌;E.水洗槽加3%硝酸;F水洗采用40度热水。5、当地调整好槽液以后,要先实验调整操作的条件,化抛时间大于30秒,否则现场是很难操作控制的。6、当地有了恰当的配比浓度,还必须有正确合格熟练的操作方法,才能保持持续铝型材生产厂家出合格的产品 [

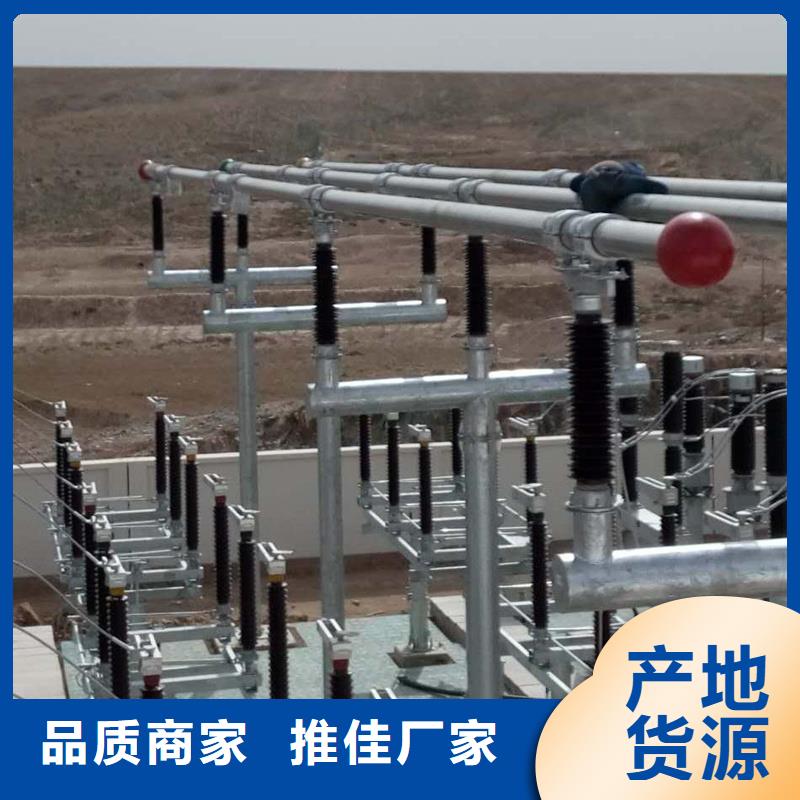
如何防止铝合金管母线在焊接的时候变形- 来源: 中国金属资讯网 发布人: newsh 大中小摘要: 熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。焊接变形造成焊接结构尺寸形状超差,焊接结构组装配合困难,焊接变形过大或矫正无效,有可能使产品报废,造成经济损失。铝及铝合金焊接产品当中目前都以薄板构件居多,在焊接过程中更易发生变形,因而有效地控制其变形就显得尤为重要。控制变形与正确的结构设计,接头的准备和装配,焊接方法的选择和正确的焊接次序有关。为了使变形减至小,零件设计时,应该将焊缝减至少并且合理布置焊缝位置,如果是在刚性的区域局部焊接,如在边棱或拐角处焊接,将会使变形很小,焊缝应该远离强烈的冷作硬化区。合理选择焊接工艺,可以使变形减至小,如选用热输入集中的焊接方法,单边焊时采用反变形法,双面焊时使焊缝的每一边都熔敷上等量的金属。正确的焊接顺序是控制和减少变形的主要方法。它使焊接变形消失于焊接过程中,或使不同时期、不同位置产生的焊接变形相反、相消,从而达到控制焊接变形的目的。设计焊接顺序时可以考虑以下几点:(1)一般应从中心向外进行焊接;(2)具有 收缩的焊缝先焊;(3)如有可能,为了平衡收缩,对于一个结构的两边焊接应该同时进行;(4)焊缝应分布在结构的两边,焊接时,焊道要两边交替焊接,以平衡应力。若条件允许,应尽量采用分段逆焊技术;(5)对于一个焊道,一旦开始焊接后,就不要间断,一直焊完。采用工装夹具对焊件进行刚性固定之后再实施焊接,这也是防止变形的有效措施,且不必过分考虑焊接顺序。但是对于一些大的、形状复杂的焊件来说,夹具的制造比较麻烦,而且撤除固定之后,焊件还有少许变形。因此,这种方法更适用于一些小的,形状规则的焊件焊接。如果焊件尺寸大、形状复杂,又是成批生产,则可以设计一个能够转动的专用焊接模具,既可以防止变形,又能提高生产率。在实际焊接生产中,控制变形的方法还有很多,而且在运用时,常常多是联釆用,而不是单独采用。因此要具体问题具体分析。


