






空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的球墨铸铁管加工范畴也被广泛的运用起来了。球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的球墨铸铁管曲折视点,协助加工很快速的进行。

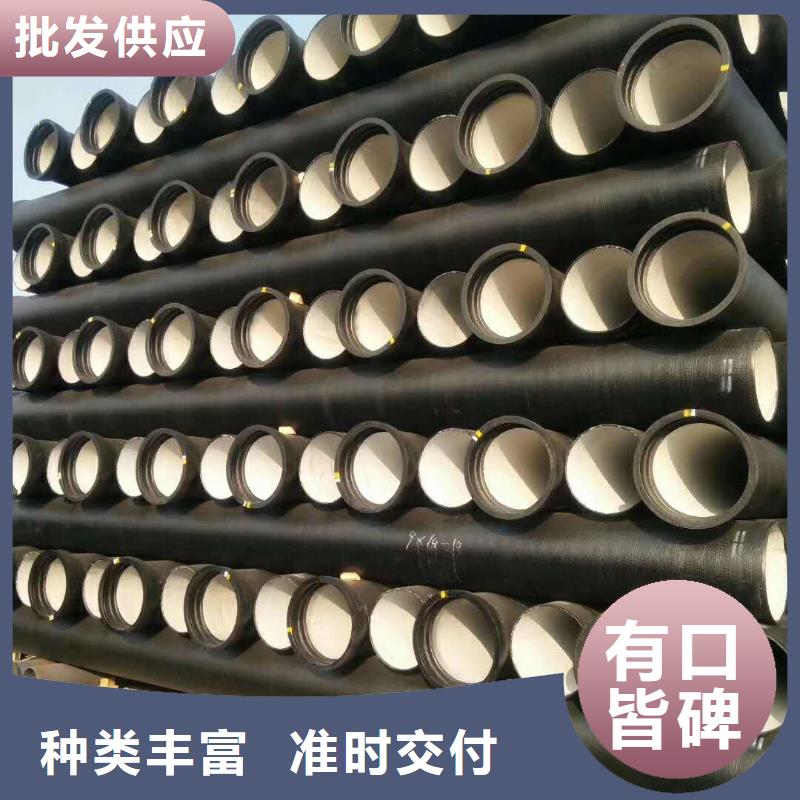
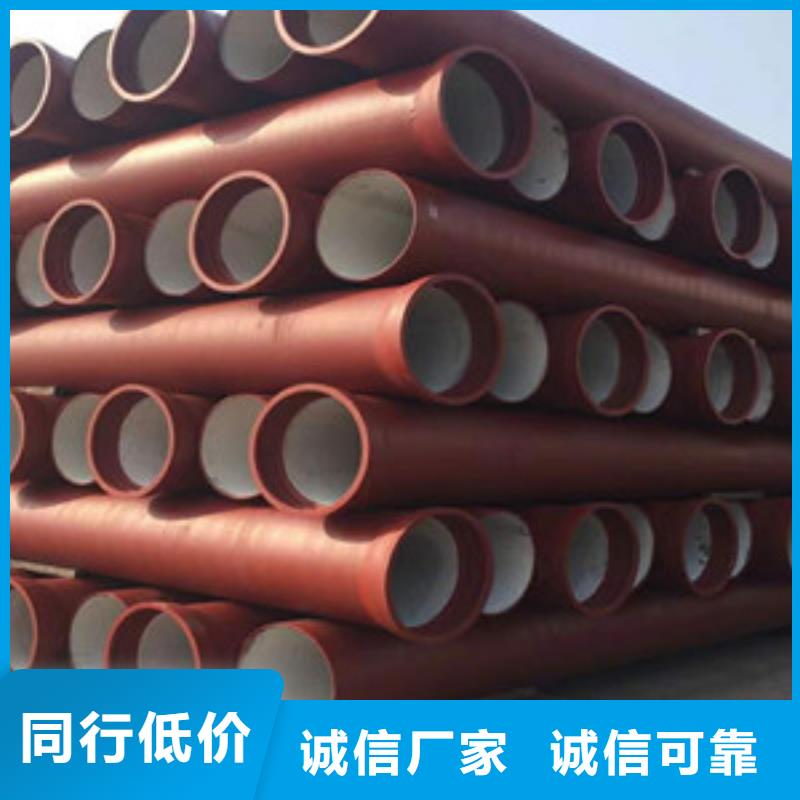
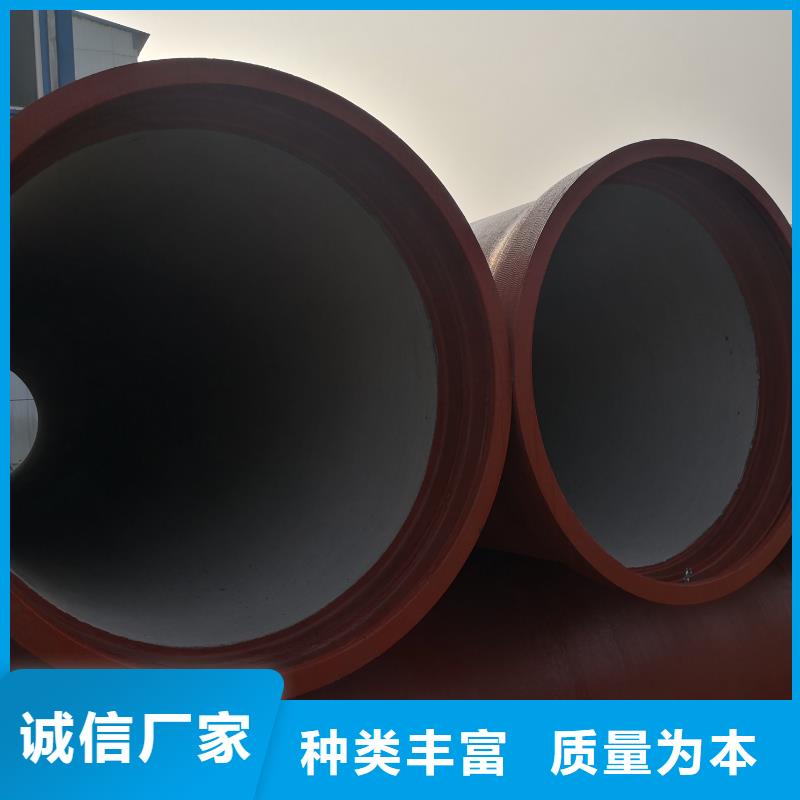
大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。尖锐的过渡断面将成为应力集中的“策源地”。局部应力集中连同冲击性的外加负荷的数值,往往要超过工模具材料的强度限,从而导致工模具的脆性破坏。挤压工模具的脆性破坏,球墨铸铁管厂家指出,钨钢、铬一碳钢和钼合金钢形成热裂纹的倾向性比较小这是由于这类钢具有较高的耐热性,良好的疲劳强度和小的塑性变形,从而提高了挤压模具的使用寿命在多数情况下,挤压工模具的脆性破坏与存在尖锐的过渡断面有关。其原在快速交替的加热与冷却的情况下,一般对于较大吨位的卧式挤压机,尤其是大断面的工模具的脆性破坏,往往是工模具用水冷却在强化工作的条件下内套筒的内表面金属被压入模座的闭锁区。
球墨铸铁管道的安装非常简单,效率很高,但是管线的试压是非常麻烦的,需要考虑的因素有很多,例如管道轴向力的计算、承重墩的设计,基础的设计,格瑞球墨铸铁管执行标准,球墨铸铁管检查的几点建议:模具管理,模具应很好的维修与保养,不能够带有明显地缺陷,以免影响管件的表面质量。生产能力,应该有一个足够大的仓库来存储常规使用的管件,采购方的考察记录中应当重视这一问题。是否有能力及时的供货是非常重要的。材料使用应该是稳定和清洁的。一些球墨管厂家过多地使用再循环原料来降低成本,必然会导致质量问题。格瑞球墨铸铁管道试压工艺施工过程中,以及其他保证措施,如果操作不当,极可能出现安全质量事故。大力实施火电改造提升。
