




止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,河北止水铜片才能保证止水铜板焊缝与封底的质量要求。
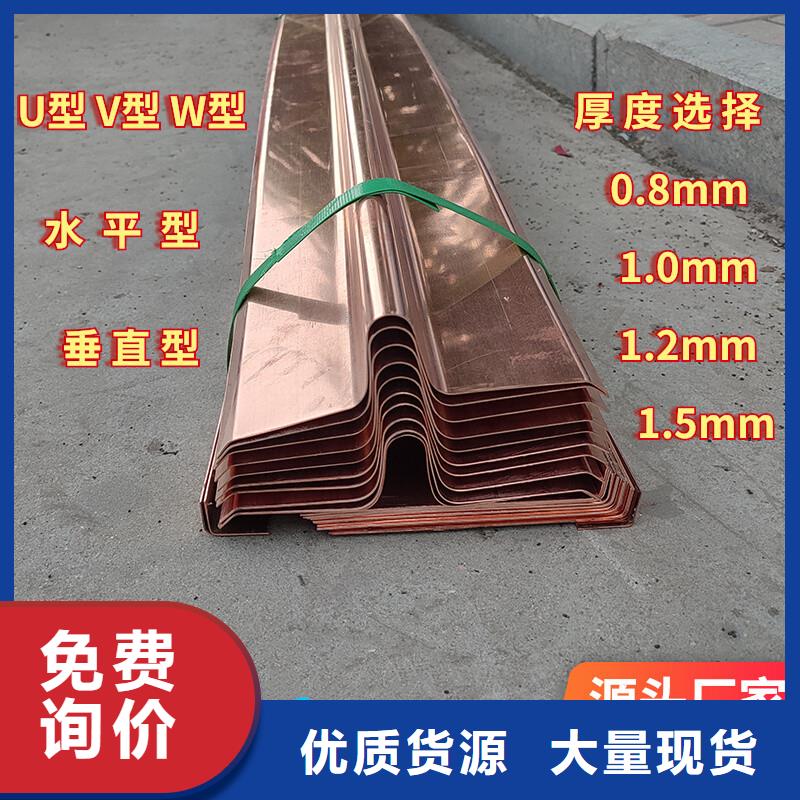
1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。
2.电流:采用140-190安培
3.焊速:以每分钟0.8-1米为适。
4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。
对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。
我们常见的止水铜片接头包含铜-铜连接,河北止水铜片以及铜-橡胶止水的连接,此处主要介绍铜-铜连接的止水铜片接头处理方法。
目前水工设计中,止水面板系统需要“+”字形和“T”字形接缝,为适应面板双向变形的特点,我们主要建议在工厂时就对紫铜止水“+”字形或“T”字形接头进行整体加工,而其中会使用到的橡胶或塑料止水带,由厂家直接加工成型。橡胶或塑料止水带一般设置于周边缝和垂直受拉缝中间,止水一般要承受周边较大的变形和较高的水压,因此,更应精心施工,以确保其防渗效果。对已老化或有缺陷及强度、防渗性能损伤的止水带,不得使用。
由于种种限制因素,现在很多施工方选择在施工场地对止水铜片接头采用现场加工的方式。铜止水片的拼接方式按其厚度分别可采用折迭咬接、搭接或对缝贴焊。焊接时可采用气焊或电焊,搭接长度不得小于20mm,咬接搭接后必须采用双面焊接;对缝焊接时可采用相同形状的止水片和宽度为40~60mm的贴片,先将两条止水片对缝点焊,然后将贴片中心对准接缝,再将贴片分别焊于两条金属止水片上。
紫铜止水多应用于水工建筑中,即会长时间接触或浸泡在水中,铜的抗腐蚀性使紫铜止水片在水中不易腐蚀,能长时间起到防水的效果,一般可保证20年以上。其次,便是铜止水片的韧性以及抗拉强度,可利于加工成型;具有抗拉强度,将铜止水片安装与建筑体内,在地面发生沉降或震动的时候,可起到防止建筑体直接断裂、垮塌的效果。因此,铜止水不仅可以起到防渗漏的效果,同时可以起到抗拉防震的作用。
紫铜止水的防水除了其本身的物理化学性能,同时也与我们的安装方式有关。紫铜止水片的安装与固定,需要将其与混凝土紧密咬合,辅以专业的施工缝加以固定 ,这样就使各段施工的交接处用铜止水片紧密的联合起来,施工过程中要求无裂缝等,因此可以起到挡水、堵水的效果。
在铜片止水(其他金属止水材料,河北止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火消除残余应力。但接头连接的方法不推荐采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。
目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。
在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗
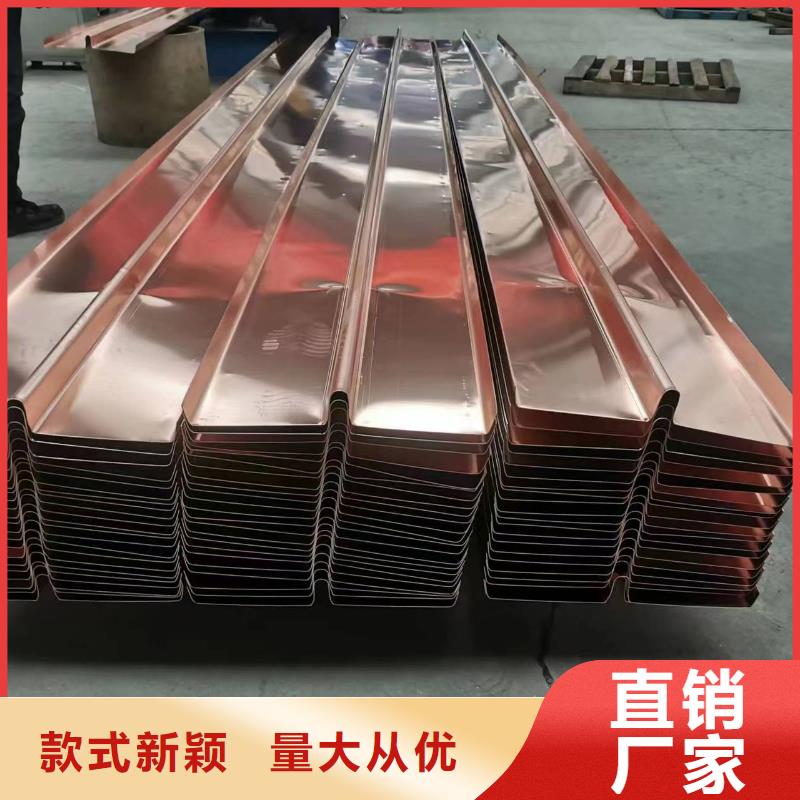
河北止水铜片是一家大型的止水铜片生产厂家,河北止水铜片专业生产各种型号规格的紫铜铜止水材料。免费提供加工成型技术(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工技术的发展趋势。
当今世界铜加工技术已经发展到了一个新的高度生产线的连续化、自动化程度很高成材率和能耗都已经控制在较好的水平。尽管如此国内外铜加工行业仍在不断研究开发短流程、节能降耗、高效率的加工技术。与此同时十分重视生产环节中每一具体作业技术的精细化从而使生产过程更加稳定、可靠制品质量更加稳定、一致。
经过几十年的发展特别是近十多年的努力中国铜加工技术已不再是亦步亦趋的跟随者而是在某些方面有所突破、有所贡献的参与者成为世界铜加工业的重要组成部分并对世界铜加工技术和行业发展产生了重要影响。应该说我国对上引连铸技术、带坯水平连铸技术、管材串联拉伸技术、连续挤压技术、潜流转炉、电磁搅拌、多头连铸技术等的发展都作出了重要贡献。但是我国在许多方面特别是在感应体技术、板带箔生产技术等方面与世界先进水平还有较大的差距。
因此我国铜加工技术发展的总体趋势仍然是借鉴国外的先进经验消化吸收国外先进技术并进行再创新。在提高产品质量等级、提高成品率和生产效率、注重环境保护、节能降耗上下工夫缩小与国外先进水平的差距。
具体的发展方向如下:
1、应当充分重视原料处理技术的改进。如废旧料的分选技术、净化技术提高原料的纯净度和利用率。充分重视铜金属再生技术的开发研究充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源降低原料成本。
2、应当重视铜及铜合金感应熔炼的感应体技术研究提高熔炼效率降低能耗。重视炉衬材料和筑炉技术的研究进一步提高炉衬材料和筑炉技术的标准化水平提高熔炉的寿命。进一步改进转炉方法推广潜流转炉技术;进一步改进熔体覆盖和保护技术寻找更加高效、环保的覆盖剂减少熔体吸气和污染。进一步推广电磁辅助技术的应用范围。进一步开展活泼元素加入方式及其含量精确控制方法的研究提高活泼元素的实收率和合金成分的均匀性。应当特别重视各种铸造过程的数值模拟技术的研究开发系统软件并指导和改进结晶器设计及铸造工艺提高铸锭质量。进一步研究近终成型连续铸造一冷加工的短流程生产工艺和技术实现生产方式的重大突破。
