







“管道内衬”是一种近十来年发展的新技术,也叫复合管,随输送流体不同需要,利用不同性质的材料做管道内壁、外壁使管道的耐久性,保证流体的纯洁性、管道铺设的适应性等,性能大大提高,用途更加广泛。比如钢管输送硫酸会腐蚀,塑料管不腐蚀,但埋在地下需要更厚的管壁,这时可以用内衬管,利用钢管硬适合敷设的特点,在钢管内套入薄的塑料管,就可以输送硫酸了。简而言之,就是为防止管道内部腐蚀和防止输送液体与管道发生化学反应而在管道内部做的与管材不一样的物质,叫做管道内衬。
衬塑管道这种结构型的复合材料,具有钢的优良物理机械性能和塑胶的优良化学性能,克服了钢铁不耐腐蚀、塑胶钢性强度不足的缺点,并且可避免冷热收缩、膨胀而脱层的弊端。可根据管道中的流体介质的不同,选用不同的防腐材料。分别适用于酸、碱、盐类液体、海水、纯水、油类等各种腐蚀介质。
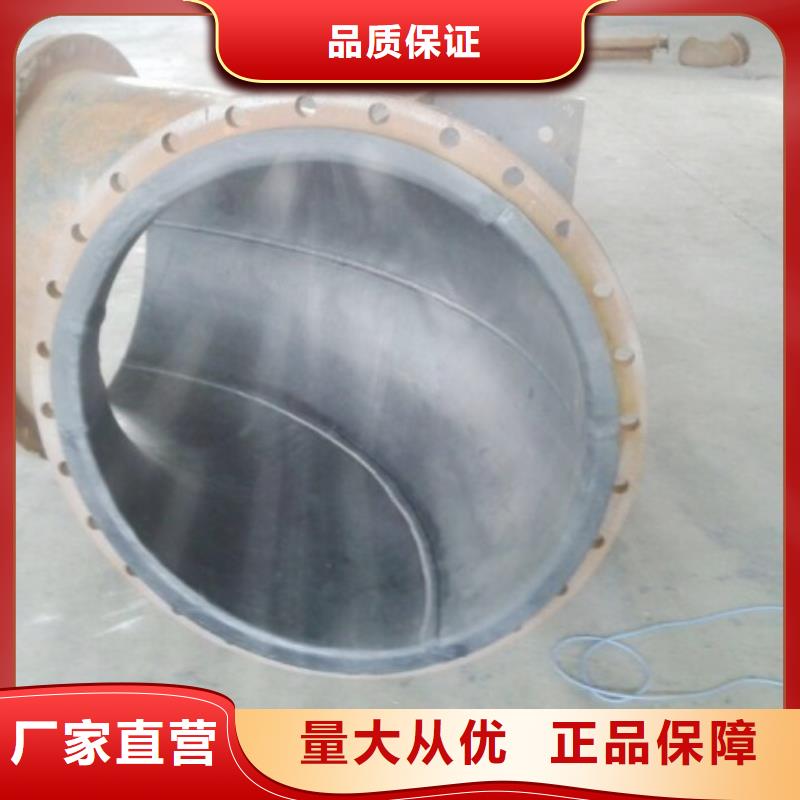
衬胶管道是一种外部以钢或者硬质结构为管道骨架的管道,以耐磨、防腐以及耐高温的橡胶作为衬里层,通过橡胶自身物理和化学性能从而降低了管路输送介质对外部结构的作用如冲击力、腐蚀等,其由于橡胶的缓冲作用,大大延长了管路的使用寿命,降低了使用者的成本。
一、共同点
1.基体相同:均为碳钢管
2.结构相似:都是内衬管道,钢橡(塑)复合
3.防腐性能接近:在大多数酸碱介质环境下均能正常工作
二、不同点
1.加工工艺:衬胶管一般采取手工粘接、加压硫化工艺(也
可以进行冷粘作业);衬塑管一般采取设备加热、整体滚塑(紧衬、松衬、模压)成型,主要工艺步骤都可以借助设备完成。因此,衬塑管的生产效率明显比衬胶管要高。
2.物理性能:衬胶管由于继承了橡胶的优良特性,在耐化学腐蚀的同时耐磨、耐温性能也很突出,而衬塑管除了耐化学腐蚀性能与衬胶管接近之外,在耐磨性能、耐温性能、粘接强度等方面均不如衬胶管。
3.耐候性:实践证明,橡胶在恶劣环境下(瞬间高温、阳光直射、外界强力等)性能表现稳定,因此衬胶管具有很强的耐候性,而衬塑管的耐候性表现不如衬胶管。
4.使用寿命:由于衬胶管一般都采用橡胶板进行内部粘接,因此必然有搭接缝,而衬塑管是一次成型的。因此,在一般化学水输送、循化水处理方面衬塑管的表现更稳定,使用寿命会更长一些;而在有磨蚀型介质的条件下,衬胶管会更耐用一些。
5.造价:衬胶管和衬塑管由于材质和加工工艺的不同,因此在造价方面有明显的差异。从整体造价方面衡量,衬塑管比衬胶管明显具有优势。


衬胶管道优点:
1、结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3、强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4、防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
衬胶管道制造工艺简述
(1)根据买方盖章图纸要求的长度切割钢管,切割后进行焊接法兰。
(2)待质检人员检查合格后在二保自动焊接机上进行焊接,焊接时先焊里几遍,然后焊外口,焊缝高度不低于最小板厚,焊完后检查无气孔、砂眼、漏焊时,转入喷砂工序。
(3)焊缝检验:按标准抽检。
(4)喷砂时钢管内壁不允许有锈迹,均允一致,以保证衬胶粘接强度要求,达到Sa2.5以上级别,经检验合格后转入脱脂程序。
(5)脱脂后进行钢管、突台刷粘合剂,干燥后再刷涂一遍胶浆。待干燥后两头封好,存放在指定地点待用。
(6)挤出无缝胶管。按产品所需用的胶种切胶、进行混炼、开炼、待放一定时间,按根据胶管的直径及厚度挤出耐磨无缝胶管。
(7)无缝胶管根据管道长度进行裁剪,汽油清洗后打毛,刷涂一层胶浆。待干后棉布盖住待用。如对于管件(如弯管冲击外弧、三通相贯线等)有局部加厚,需根据图纸要求下料加厚胶片,并进行打毛刷胶浆处理。
(8)复合胀管:
将局部加厚(如果有)的胶片贴到图纸指定位置后,将处理好的胶管放入钢管内,选用定制的气囊穿入无缝胶管内的一端,然后气囊通过牵引设备拖动,对胶管与钢管之间完全贴合。往返重复两次后,气囊放气后取出。
(9)上两端封头,用于成形管道端部的直角翻边和水纹线凹凸密封结构。
(10)按照硫化工艺,设定温度、时间、压力进行硫化。
(11)修整。
(12) 三油二布外防腐(根据甲方要求)。
(13)检验:进行外观、电火花、厚度检查。
(14)出厂前应根据订货清单对管道进行分类编号,并明显标识于管道外壁上。


