




<楚雄>聚晟护栏制造有限公司位于楚雄市,是一家集楚雄科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于楚雄的研发,现已成为楚雄业可信赖的制造公司。
<楚雄>聚晟护栏制造有限公司自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的产品而取得用户的一致好评,楚雄产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的楚雄产品,好的售后服务,竭诚为中外客商提供。



焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。

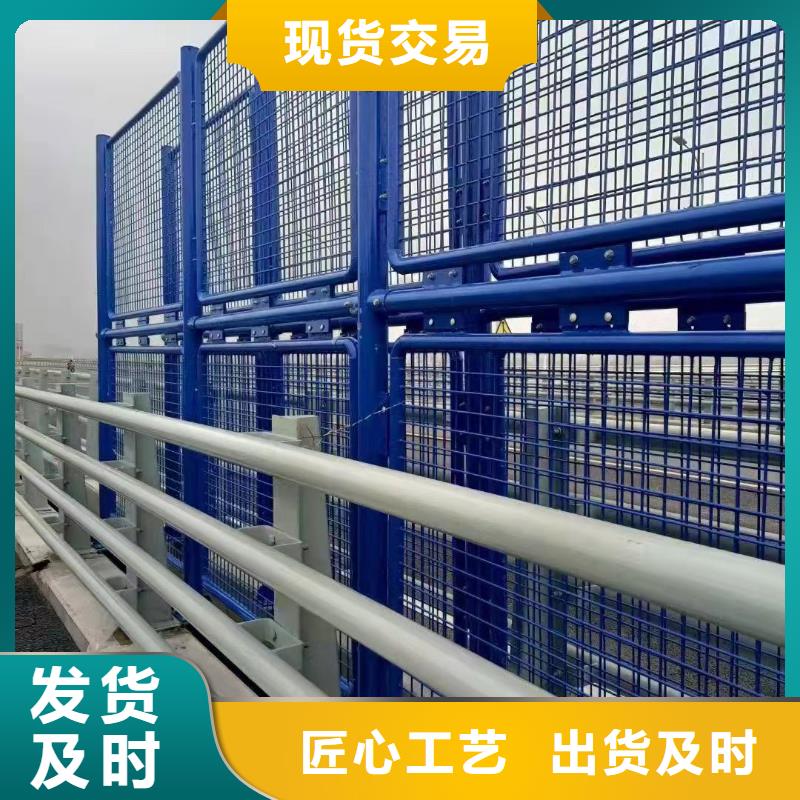
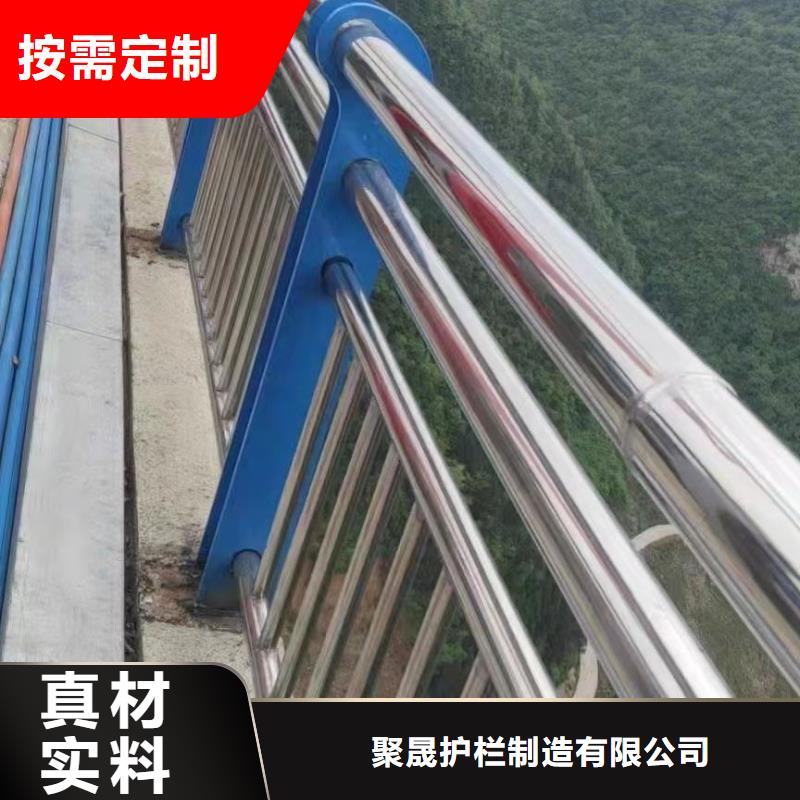
批发201不锈钢桥梁护栏_厂家
