
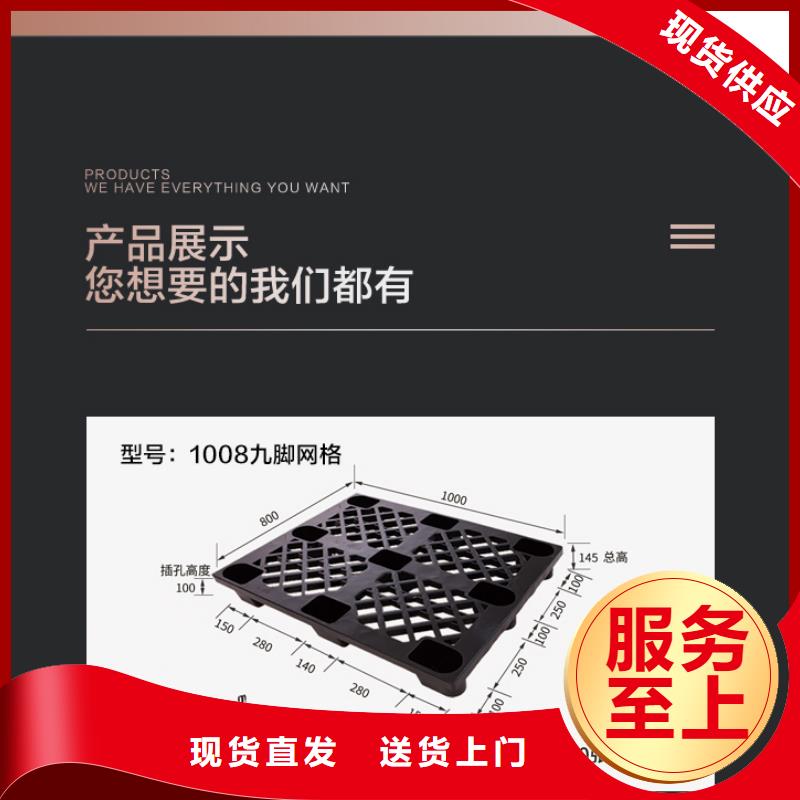


塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。





赛普塑料制品有限公司(乌鲁木齐分公司)奉行“ 叉车托盘质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 叉车托盘产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。


塑料卡板是用于叉车运输和用作垫仓板,对提高机械化装运效率和保证仓库储存质量起着重要作用,特别对储运软质纸箱时可大减少破损率。
塑料卡板使用寿命是木托盘的5-7倍,是现代化运输、包装、仓储的重要工具,是国际上规定的用于食品、水产品、医药、化学品等包装器材的优选产品。





塑料托盘的生产一般釆用三种工艺方法:一是注射成型,需要万克以上注射机及大型模具配套,成本较高;二是组合型,釆用挤压法,成本低但使用强度较差;三是异型中空吹塑,工艺简单节省原料。其中组合型托盘在中国很少。


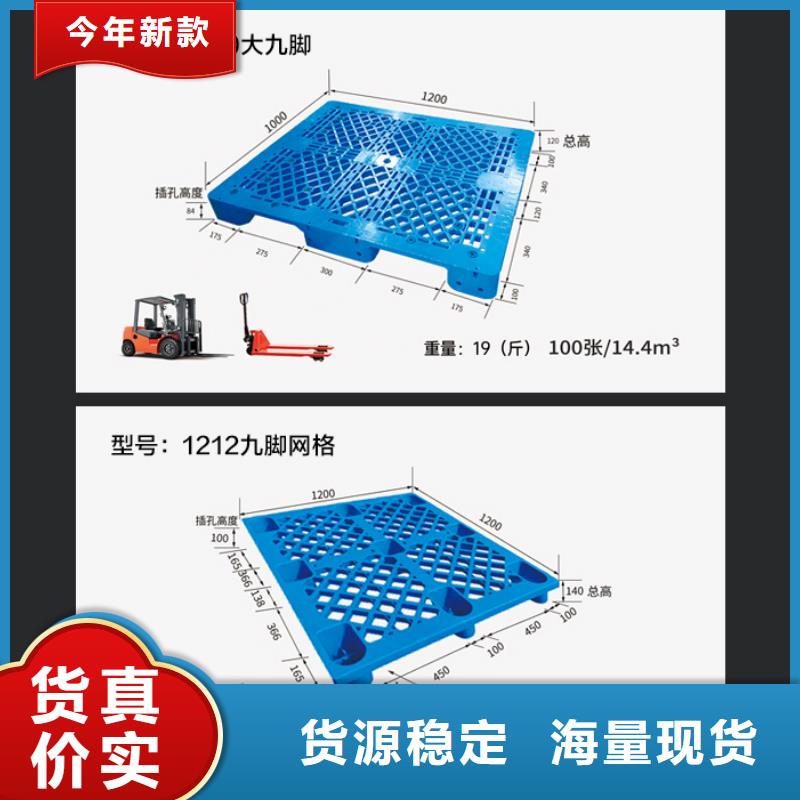
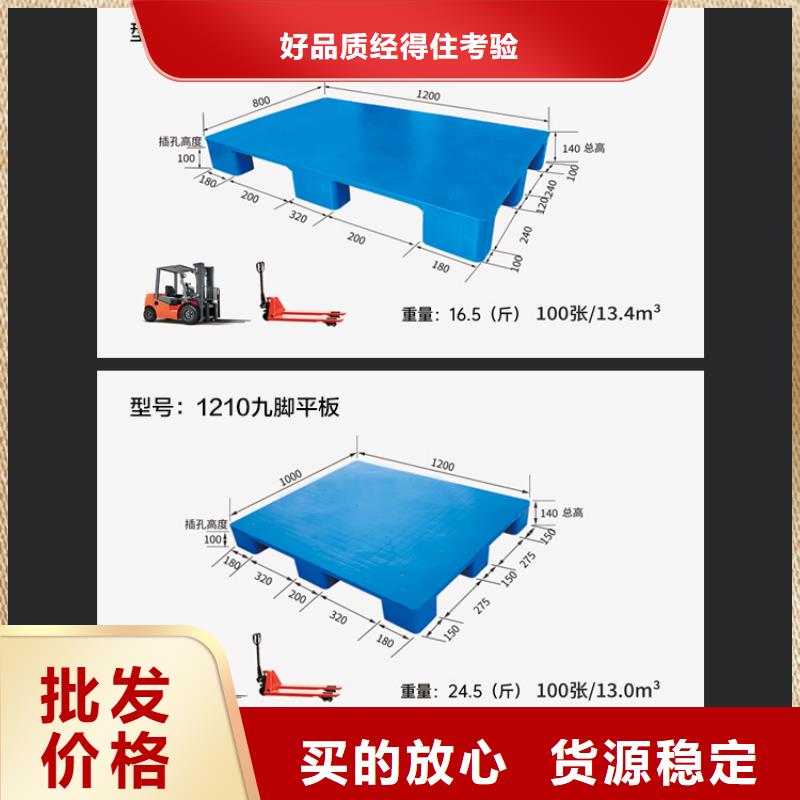
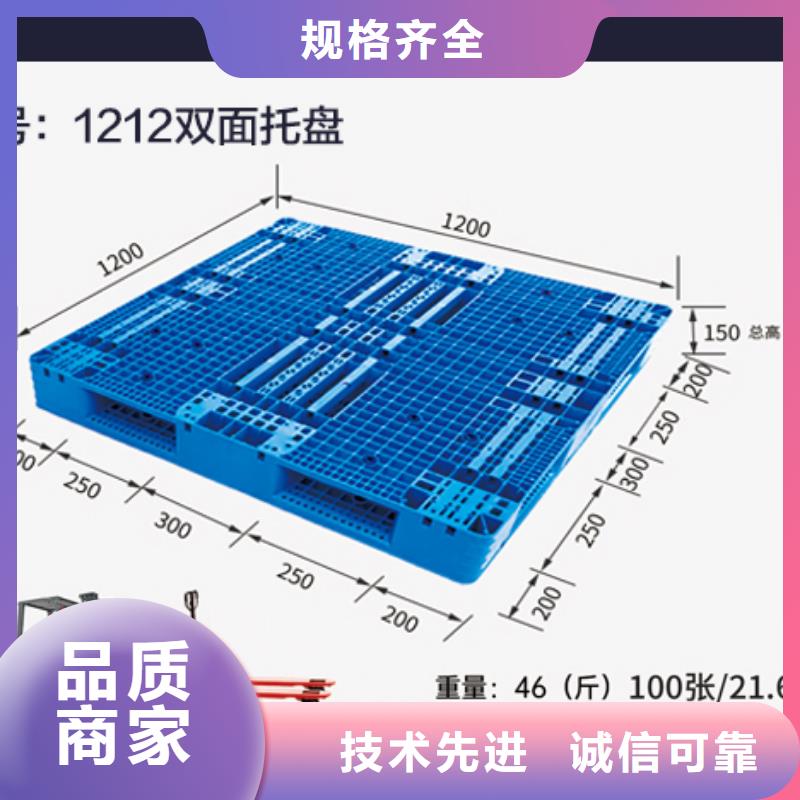
? 塑料托盘的性能主要参照GB/T4995—1996《联运通用平托盘性能要求》,GB/T4996—1996《联运通用平托盘试验方法》和GB/T152342—19944塑料平托盘》进行检测。根据塑料托盘的使用过程,其必要的性能参数为:长/宽/高/长宽高误差/对角线误差/额定载荷/ 堆码层数/挠曲度/表面防滑系数/托盘使用环境的温度范围等。




