




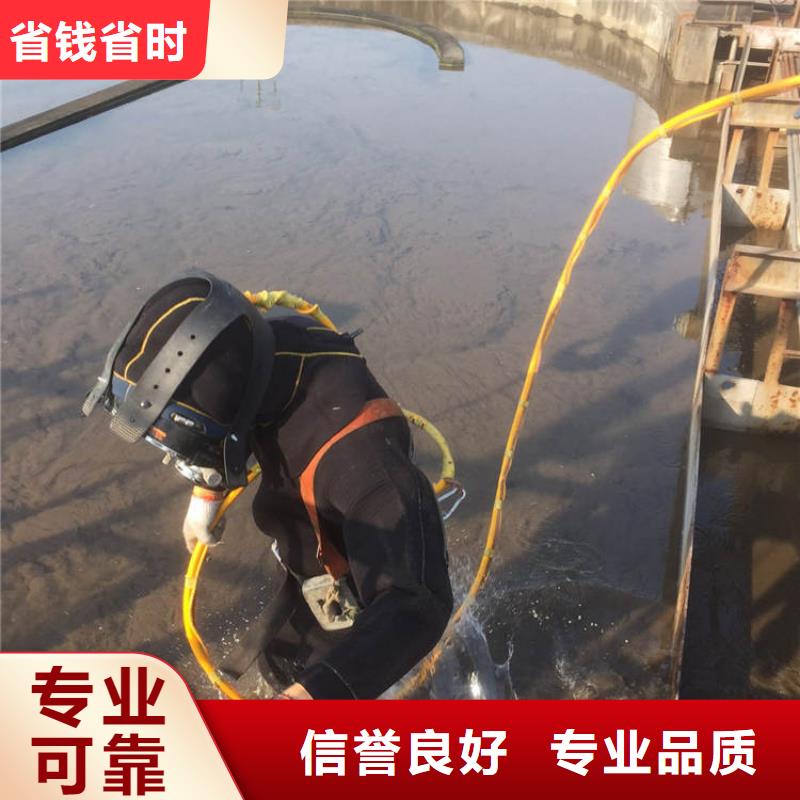





湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料构成套筒使气泡安稳存在,因此使电弧安稳,如图8-1所示。为了让焊条在水下稳定地燃烧,必须在焊条芯上涂有一定厚度的药包,并用白腊或其它防水材料浸渍,使焊条具有良好的抗水性能。气泡由氢、氧、水蒸气和由焊条药皮燃烧发作的气泡;浑浊的烟雾生的其他氧化物。为战胜水的冷却和压力作用构成的引弧及稳弧艰难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。
与干式和某些干式焊接相比,水下湿法焊接应用Z多,但安全性较差。由于水具有导电性,因此防触电成为湿法焊接的首要安全伺题之一。事故因素是水下焊接和切割。
水下焊接和切割的危险因素是电弧或气体火焰在水下使用,与大气焊接或通常潜水相比更危险。
水下切割的技术特点:
不同的水下切割方法有不同的技术标准、激光切割速率、应用水位等,每种水下切割方法往往都有其优点和局限性。现阶段广泛采用的水下切割方法是无缝钢管切割水中电孤氧激光切割。激光切割方法实际操作方便,机械设备简单,成本低,用于激光切割厚度不超过40mm的厚钢板,实际操作技术非常容易掌握,是Z常用的水下切割方法。但切割条必须经常拆换,危害激光切割效率高,伤口不光滑。
激光切割速率较快的是熔融极水喷涌激光切割法和水中低温等离子弧激光切割法。这两种激光切割方法激光切割效率高,伤口质量更好。水下焊接可以进行,无需修复或稍微修复。以上是水中工程潜水设备的小工具识别和技术特性,都是大家应用的设备和技术,更方便专业技术人员实际操作。
工作人员在潜入水中时,通常会携带所需的冷焊胶板,这种材料能直接在水中对破损处位置进行粘帖。在正式进行水下带压堵漏时首先将此胶板剪切成所需的大小然后将冷焊液涂抹在胶板中,之后只要按压在对应的位置即可。大约等10分钟左右,如果在水中的工作人员未发现异常情况时说明操作完成。因此可以说这种方法还是比较简单实用的,也很好的降低了维修的成本。 取水管道的安装和连接(1)起重工程船定位:起重工程船进入施工现场后,与长江呈丁字形定位在取水管轴线,工程船艏部朝向岸边,船艏部、船艉部各抛八字锚于江中固定,地锚与卷扬机连接,通过卷扬机的收放来调整控制船体的方向。(2)取水头部喇叭口在岸边与取水管进行焊接拼装成整体后,在取水头部及原水管顶部分别焊接两个吊耳(要注意其重心),以作起吊之用,由汽车吊运至起重船能够吊到的江滩上,再由起重船吊装至甲板驳船上,由甲板驳船运至施工位置,交由工程船起吊安装。(3)放线方法:分别在取水头部中心及原水管尾部中心插上一根标杆,陆上用全站仪控制平面位置,控制好中心、轴心。
潜水工程作业中下潜和上升都要做轻松下潜和上升的工作。这是因为很多人刚开始下潜的时候并不是很轻松,因为浮力控制不好,然后下潜速度稍微快了一点。会出现紧张过度,轻松下潜我们可以选择水底斜坡或者下潜绳来控制下潜速度,如果你的面镜出现挤压,你可以通过鼻子呼气来平衡,如果你的耳朵出现挤压疼痛,你要停止下潜,然后上升到浅一些的深度,直到耳朵感到不适消失为止,然后捏住鼻子鼓气或者吞咽口水和下巴左右摆动再慢慢地下潜。伤风感冒时 别潜水。而上升中做轻松上升,也是同理。
,在潜水下堵漏工程作业的时候,因为工作或其他原因,有时就会忘记看自己的气瓶里残余的空气量,如果等到他们没有气吸的时候已经来不及了。这个时候刚刚好他们的潜伴就在身边,所以必须要用潜伴的备用气源来呼吸,然后离开水底上升到水面上来。

