


观看我们的产品视频,就像打开了一扇通往云浮无缝钢管20#生产加工产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
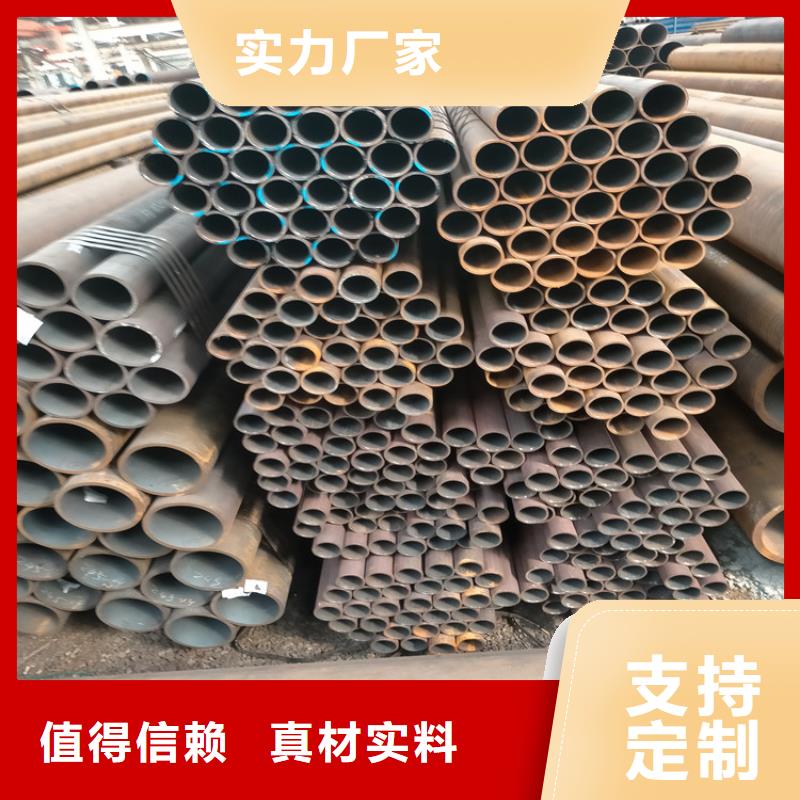
以下是:云浮无缝钢管20#生产加工的图文介绍

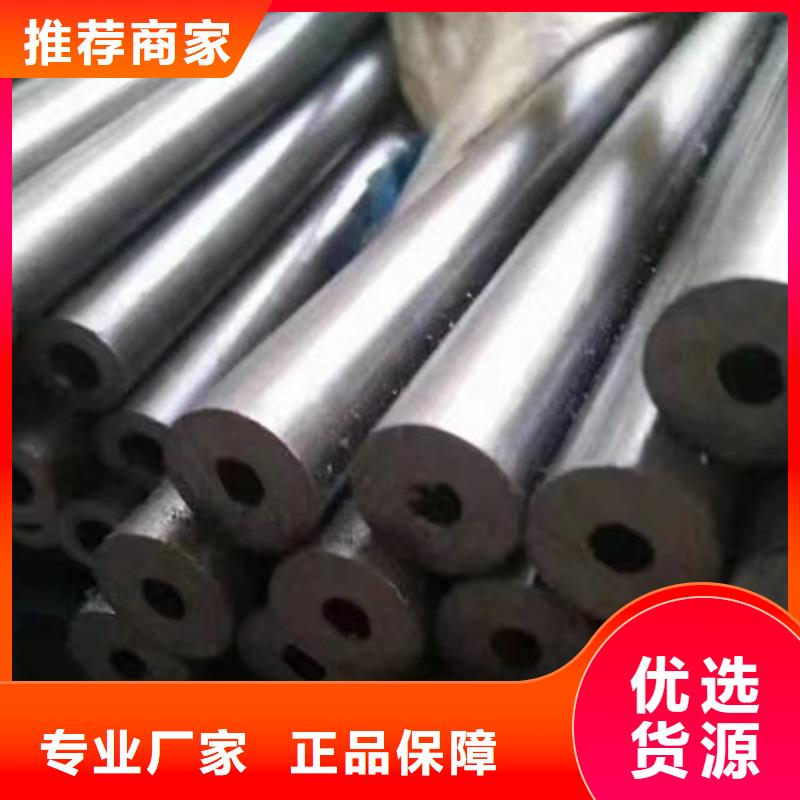
1热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库2、轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。3、穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。4、冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。


Q235B钢管是以带钢卷板为原材料,无缝钢管经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范20#是20钢材质,一般为铸件,或冷拉钢管件。20II是优质碳素钢锻件,材料和加工方式都要比20#要好。





广顺物资 有限公司(西藏分公司)生产的 Q245R钢板应用领域:石油、化工、钢铁、燃气输配、冶金、电力、医疗、环保、商务等众多行业,为客户提供优质的 Q245R钢板产品是我们不懈的追求。

无缝化钢管 无缝化钢管结束语在《资本论》的序言中说:“工业较发达的向不发达所显示的,只是后来者未来的景象”。西方工业发达钢管生产结构成功转型及其形成的由无缝管数量逐渐减少、焊管数量逐渐上升的替代路径,这一景象在中国90年代已经初显端倪,也开始印证了的预言。 因此,我国焊管发展方向应当是:管型上重点发展直缝焊管,这个基本点不能动摇;在技术上强力推行无缝化技术;重点焊管企业向中、高层技术领域发展;螺旋焊管应当着力于进行技术改造,提高产品的档次和质量,扩大自身的市场份额。 美国《普林斯顿报告》和我国石化等各个行业的实践为我们钢管业发展方向树立了一种观察标杆,启示我们:中国今后发展无缝钢管和发展焊管都应当向技术高层次方向发展。无缝化钢管依据成型方式不同分为无缝钢管、焊接钢管和热扩管等几类。无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。

