




六安异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或清除多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
六安异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
六安异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以消除飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。
六安异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
六安异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
六安异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
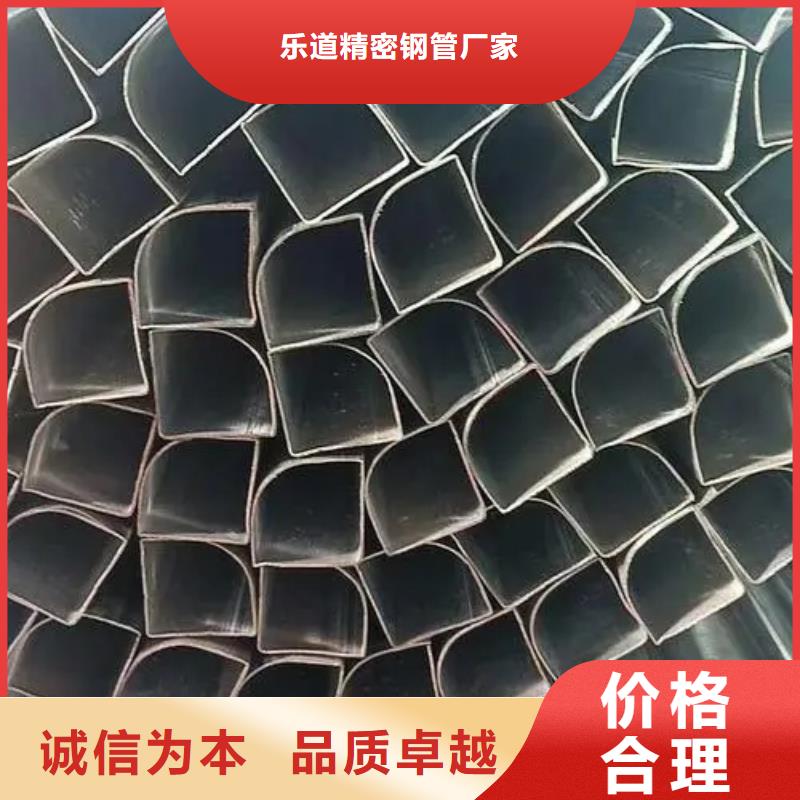
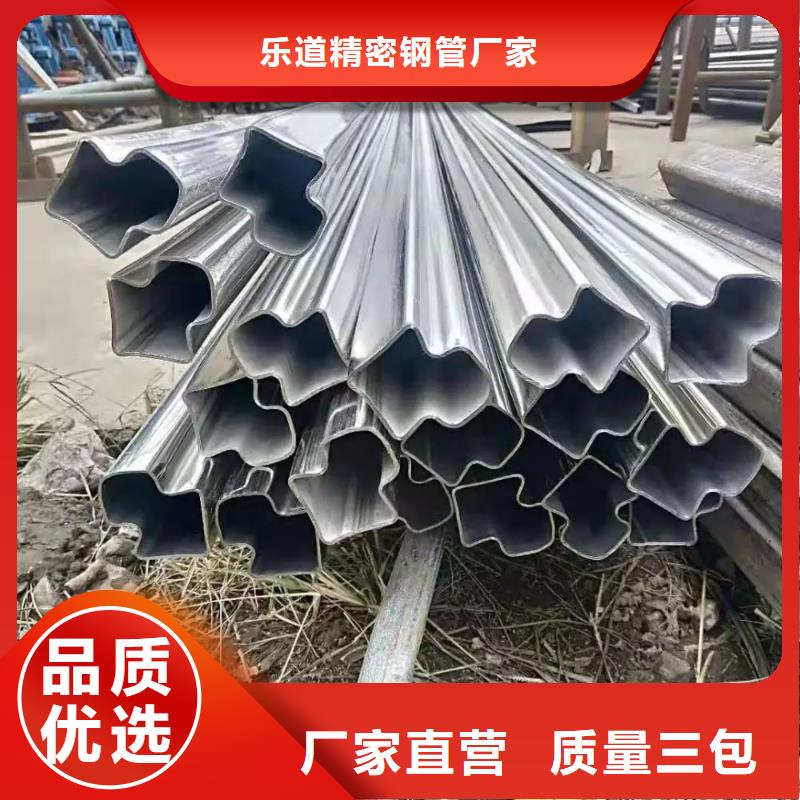
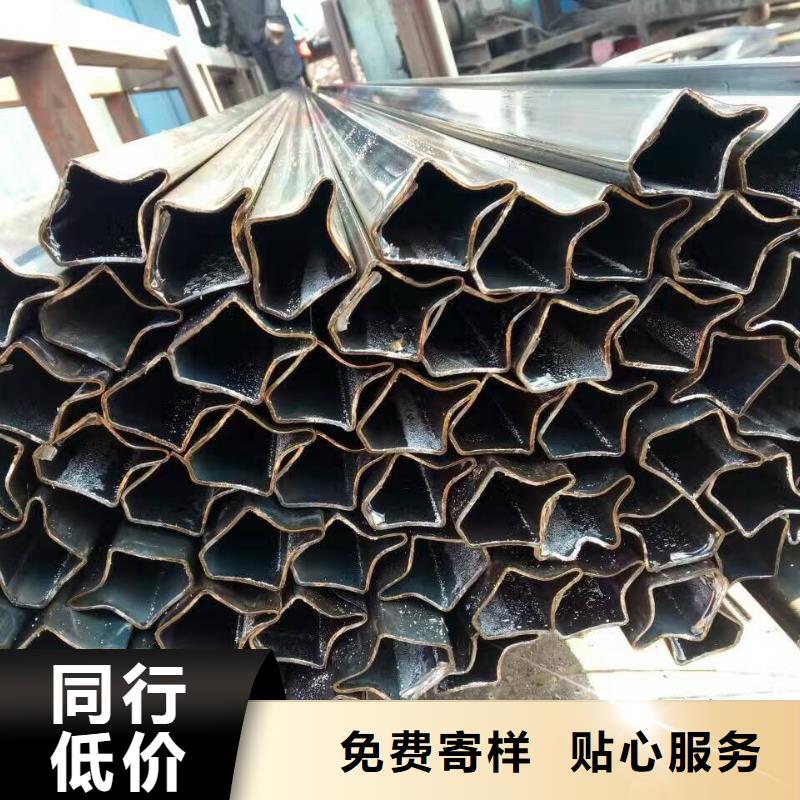
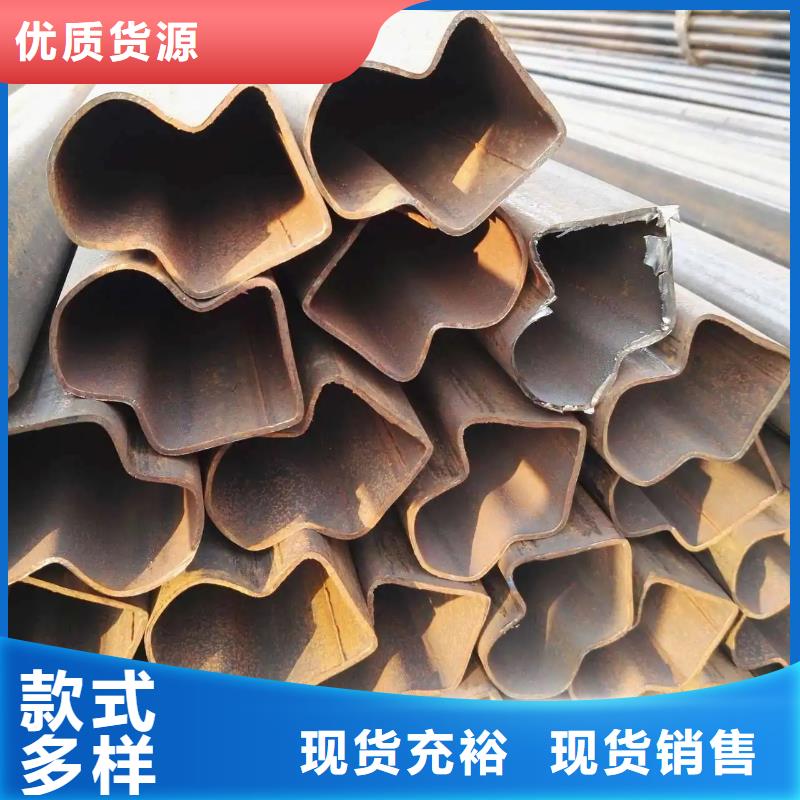
六安异型管(Steel pipe)生产技术的发展开始于自行车制造业的兴起、19 世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着异型管工业在品种、产量和质量上的发展。异型管:用拉拔机冷拉出来精制无缝不锈异型管;异型管 :用冷扎钢机冷扎出来异型管(精度:没有冷拉高、异型管:要生锈)。冷轧精密无缝异型管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝异型管。
六安异型管成型的方式,也就是异型八角钢管成型的弯曲。异型八角钢管弯曲分为两种,一种异型八角钢管的弯曲,异型八角钢管钢管变薄,真正的弯曲使得异型八角钢管弯曲,在异型八角钢管型钢管的长度方向的弯曲生产异型八角钢管厂家方式,两种基本方式矩形管生产方形和异型钢管成型,根据不同产品的需求,选择合适的工艺配置。需要注意的是,当拉伸和压缩,对产品质量的印象,或导致的方矩形管变形。真正厂家销量弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型八角钢管的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,和金属含量将因为拉伸减薄。空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以钢管出货一般,压缩或增稠效果。
六安异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;
六安异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
六安异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
六安异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;
