
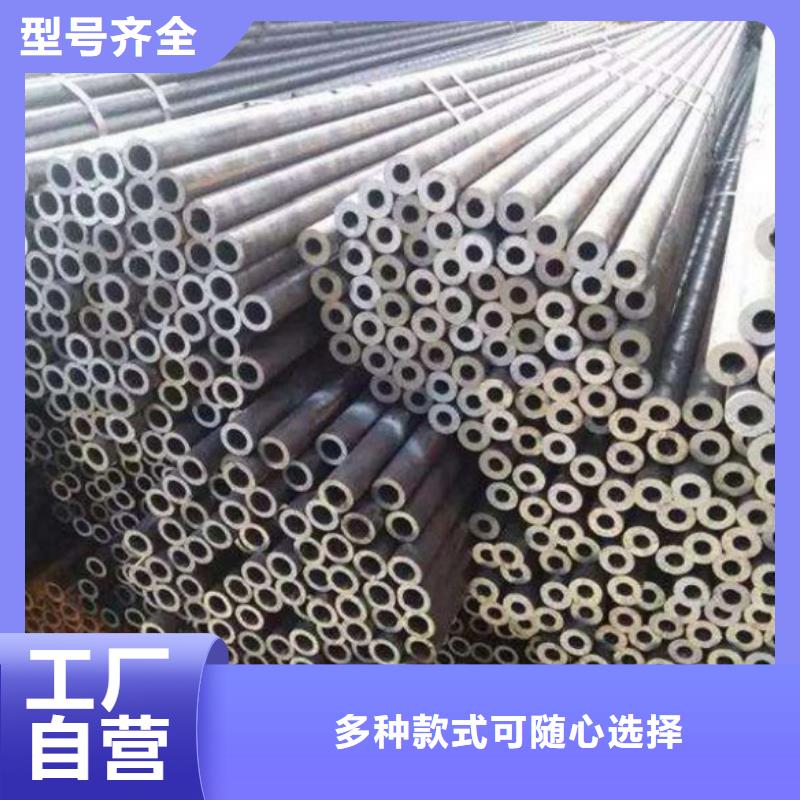

 精密钢管安裝产品质量检测
1、电焊焊接处不能电焊焊接立管,弯处避免有电焊焊接。
2、垂直安裝的立管每米偏差应小于3mm,水平安裝的偏差应小于1mm。
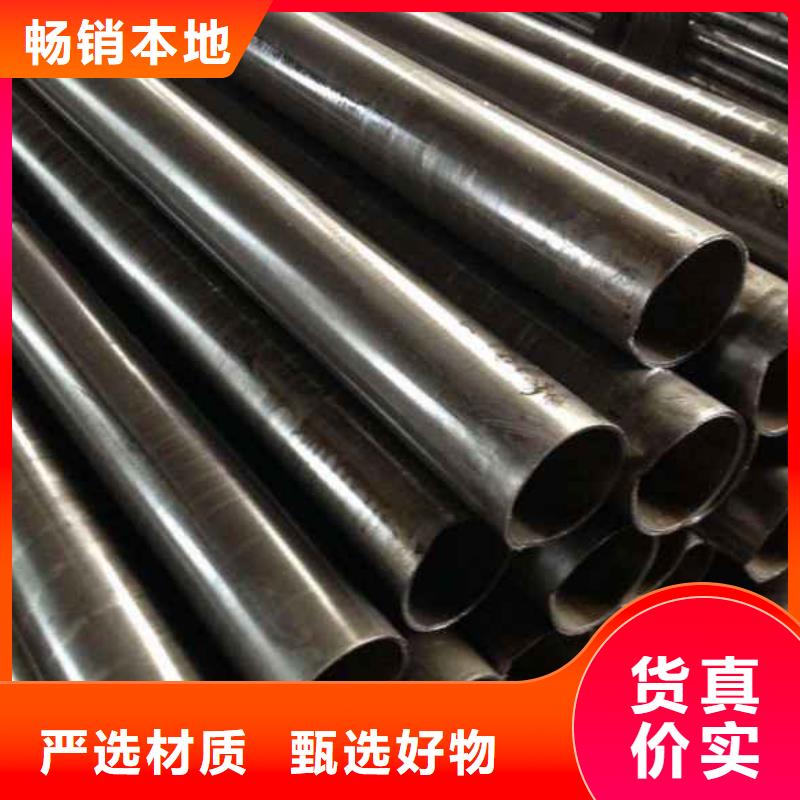
3、直缝焊管表面品质应光亮,不允许有伸缩式、间隙、分层级、搭焊等缺陷存在。直缝管表面的划道、刮伤、电焊焊接挪动、烧伤和结疤等轻微缺陷不能超过壁厚负偏差。
精密管在各行业中应用广泛,如石油、冶金行业、建筑工程、煤矿业业、港口、工业设备等行业
大金钢管制造有限公司
精密钢管安裝整个过程
根据施工图进行管道精确定位,根据现场情况预制件构件水管支架,接着根据方案设计和现场开进行料,接着用磨光机磨焊接,再进行电焊焊接。焊接时将热轧带钢送进焊管机组,经多道热轧带钢挤压加工,热轧带钢渐渐地卷起,造成有张嘴间隙的环状管坯,调整挤压加工辊的压下量,使电焊焊接间隙控制在1~3mm,并使焊接两侧齐平。如间隙过大,则造成邻近效应减少,涡流热值不足,电焊焊接晶间歇性合较差而导致未电焊焊接或开裂。如间隙过小则造成邻近效应扩张,电焊焊接热值过大,造成电焊焊接热裂;或者电焊焊接经挤压加工、挤压成型后造成深坑,危害电焊焊接表面品质。精密管2
精密钢管安裝产品质量检测
1、电焊焊接处不能电焊焊接立管,弯处避免有电焊焊接。
2、垂直安裝的立管每米偏差应小于3mm,水平安裝的偏差应小于1mm。
3、直缝焊管表面品质应光亮,不允许有伸缩式、间隙、分层级、搭焊等缺陷存在。直缝管表面的划道、刮伤、电焊焊接挪动、烧伤和结疤等轻微缺陷不能超过壁厚负偏差。
精密管在各行业中应用广泛,如石油、冶金行业、建筑工程、煤矿业业、港口、工业设备等行业
大金钢管制造有限公司
精密钢管安裝整个过程
根据施工图进行管道精确定位,根据现场情况预制件构件水管支架,接着根据方案设计和现场开进行料,接着用磨光机磨焊接,再进行电焊焊接。焊接时将热轧带钢送进焊管机组,经多道热轧带钢挤压加工,热轧带钢渐渐地卷起,造成有张嘴间隙的环状管坯,调整挤压加工辊的压下量,使电焊焊接间隙控制在1~3mm,并使焊接两侧齐平。如间隙过大,则造成邻近效应减少,涡流热值不足,电焊焊接晶间歇性合较差而导致未电焊焊接或开裂。如间隙过小则造成邻近效应扩张,电焊焊接热值过大,造成电焊焊接热裂;或者电焊焊接经挤压加工、挤压成型后造成深坑,危害电焊焊接表面品质。精密管2
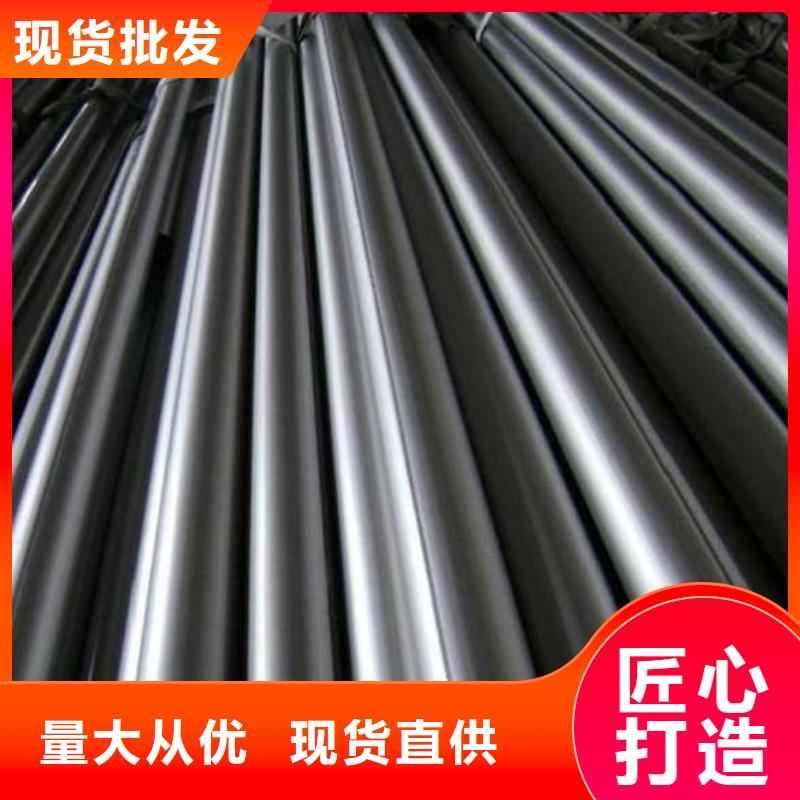
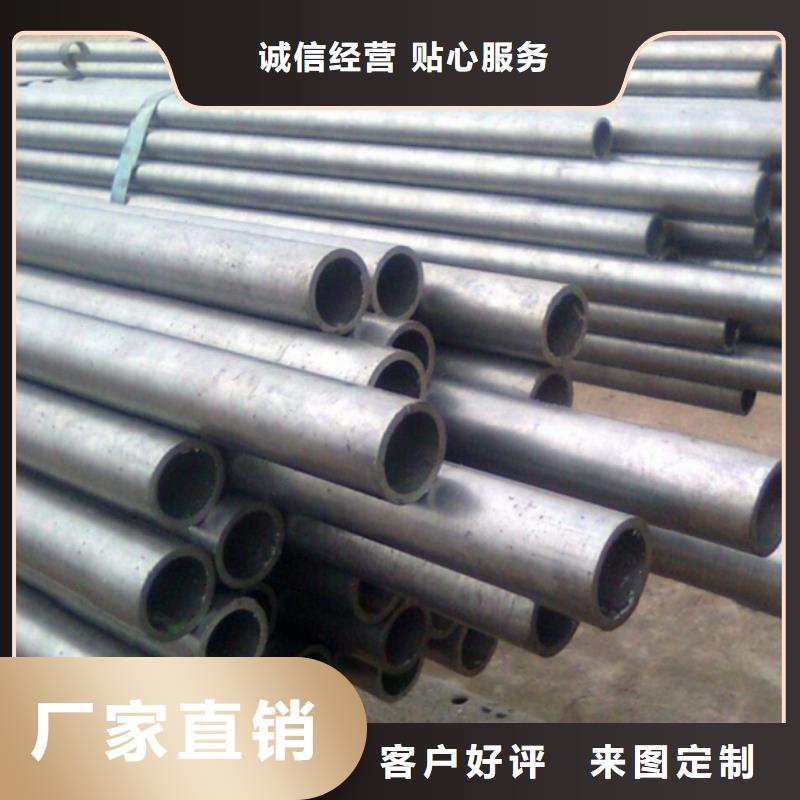
 20crmnti精密钢管我们厂家供应!
精密钢管前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。
精密钢管气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。
20crmnti光亮精密管就选大金,实体厂家现货供应!
大金钢管制造有限公司
20crmnti精密钢管我们厂家供应!
精密钢管前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。
精密钢管气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。
20crmnti光亮精密管就选大金,实体厂家现货供应!
大金钢管制造有限公司
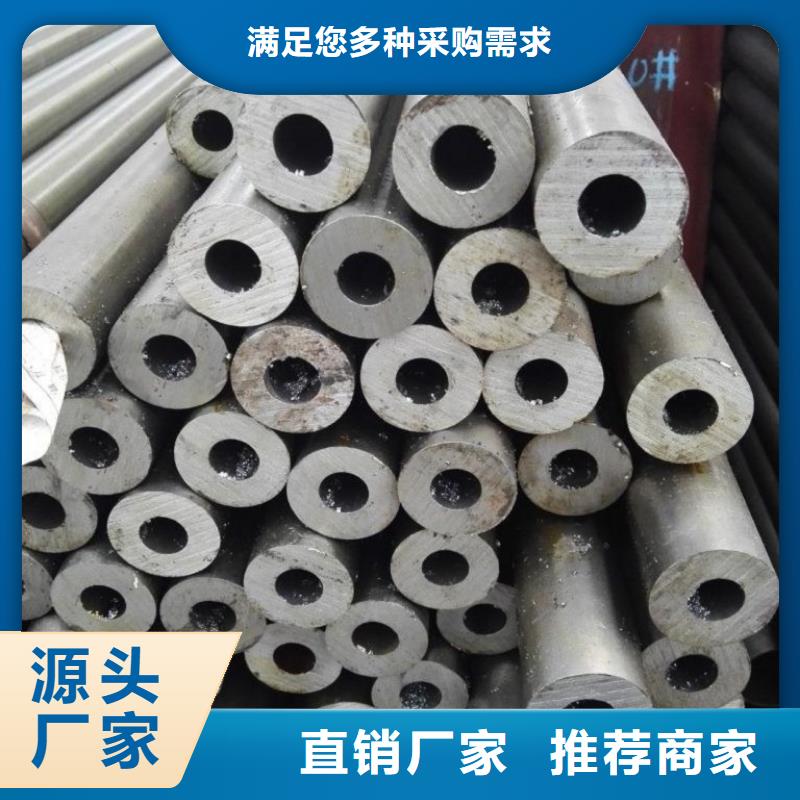
 精密管重量计算
距管按基础知识重量计算,不确定性尺按实际净重量结算。无缝管的重量计算公式按产品系列计算方法:W=(D-S)×S×0.02466。之中W=无缝管的每米净重量;S=无缝管的磅级壁厚;D=无缝管的磅级直徑。
精密管使用性能
精密管相对应的里外表面状况(如划痕、凸起、凹型槽),但其深层次不超得过0.02mm。
精密管耐腐蚀包裝
精密管涂防锈油、二端塑胶管道连接头耐污、里层防水塑料薄膜、表面包装袋或木包装箱。
大金钢管制造有限公司
精密管重量计算
距管按基础知识重量计算,不确定性尺按实际净重量结算。无缝管的重量计算公式按产品系列计算方法:W=(D-S)×S×0.02466。之中W=无缝管的每米净重量;S=无缝管的磅级壁厚;D=无缝管的磅级直徑。
精密管使用性能
精密管相对应的里外表面状况(如划痕、凸起、凹型槽),但其深层次不超得过0.02mm。
精密管耐腐蚀包裝
精密管涂防锈油、二端塑胶管道连接头耐污、里层防水塑料薄膜、表面包装袋或木包装箱。
大金钢管制造有限公司
