




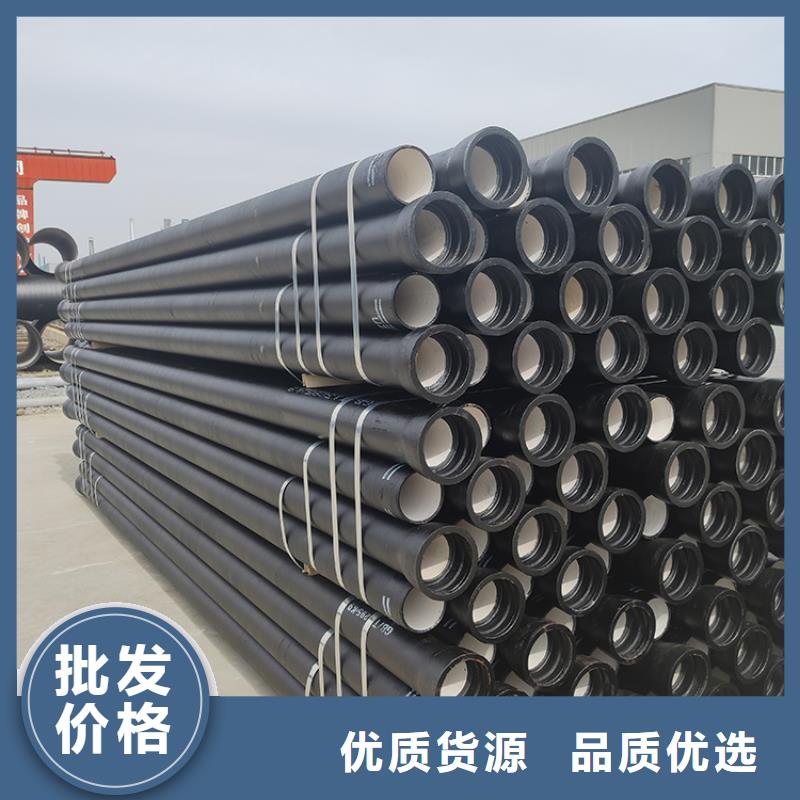
海北dn150球墨铸铁管K7询问报价
<海北>鑫福兴管业有限公司


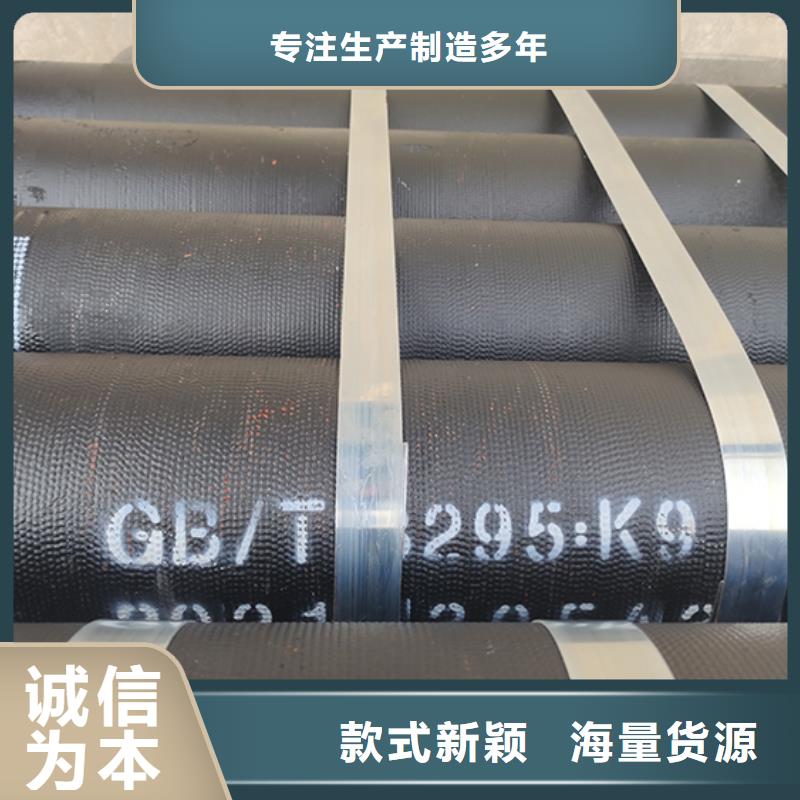
1、牌号和化学成分球墨铸铁管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、制造方法球墨铸铁管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、球墨铸铁管及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能球墨铸铁管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在球墨铸铁管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。

球墨铸铁管沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有 弯头、三通、四通、异径管、盲板等。 起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,球墨铸铁管再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。 理念-微笑、速度、诚信、技巧、专业。??1.高炉烧水。2.铁水电炉调质。精制低磷低硫的铁水,并确保铁水的碳,磷和硫等元素的含量符合要求。中频电炉在调质过程中通过先进的分析和完善的工艺控制,保证铁水成分稳定。3.铁水球化。电炉生产的铁水加入球化剂进行球化处理,调整成分以达到工艺要求。每一炉铁水都要经过光谱仪进行成分分析,使铁水完全符合离心浇铸的要求。4.制芯。5.离心浇铸。采用水金属工艺进行离心浇铸。电炉融化后的1360℃左右的铁水被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。6.称重。7.退火。指的是将球墨铸铁管缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却。目的是降低硬度,改善切削加工性;消除残余应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,消除组织缺陷。8.喷锌。为使球墨铸铁管耐腐蚀性更进一步增强,需在管子的外表面进行喷锌处理。采用金属锌喷涂,材质为含锌量99%以上的金属锌。为保证喷锌的质量,应在热处理工序完成后,管体本身还有一定温度时进行喷锌。9.整圆与打磨。10.水压试验。按照国际ISO标准对每一根球墨铸铁管进行水压测试,一旦发生渗漏,该铸管立即报废,所有的铸铁管不焊补,不胶补。11.水泥内涂。12.养生。创造适当的温度和湿度,使水泥强度不断增长。13.沥青喷涂:内涂养生后的喷锌球墨铸铁管加热后,由沥青外涂机在高压下喷涂进口沥青漆,增加球墨铸铁管的防腐能力。14.球墨铸铁管成品。其他各部门用管。如:容器用管(高压气瓶用管与一般容器管),仪表仪器用管、手表壳用管、注射针头及其医疗器械用管等。

球墨铸铁管有很多优势:1)抗拉强度高,是一般灰铸铁管的3倍;韧性好,延伸率高,为5-15%。2)耐冲击、耐震动、耐腐蚀,比钢管好。3)造价较高,只比钢管略低^4)其耐腐蚀虽比钢管要好,但是其管壁薄,埋设在土壤中受蚀穿孔的速度比灰铸铁管快得多,若外防腐作得不够,几乎在5-8年内就发生腐蚀穿孔,而管材在腐蚀土壤中的受腐蚀速度达0.5-1. 5mm/a 因此球墨管的外腐蚀一定要按要求做好,而这点在生产、施工、安装中不易保证,造成事故隐患。5)其内衬一般为水泥砂浆涂敷,水泥砂浆衬里在某些情况下会对水质产生不利影响,试验表明如砂浆受到能溶解石灰的水侵蚀会导致砂浆流失、砂浆受损、水被碱化、PH值升高、增加氯耗、水消毒的效果受到影响等。而且由于水泥与铸铁性能差异较大,在外冲击、内压、温度变化等条件下,水泥砂浆衬里更易裂纹,导致水分渗入,甚至剥落,造成水阻增大,影响水质。6)水力性能差、能耗高。球墨铸铁管的管内糙率系数在〇. 013-0. 014之间这样对于同样输水量,同等管径的管线,其沿程阻力就高,需要增大泵的扬程,增大初期投资,同时运行费用因耗电量大,也大幅度增大。7)普通管道存在对水锤作用承载能力差,极易引起重大事故。采用球墨铸铁管则可避免这种危险性
xinfu