

<咸阳>神悦钢材有限公司
2.咸阳防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.咸阳防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.咸阳防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.咸阳防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.咸阳镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
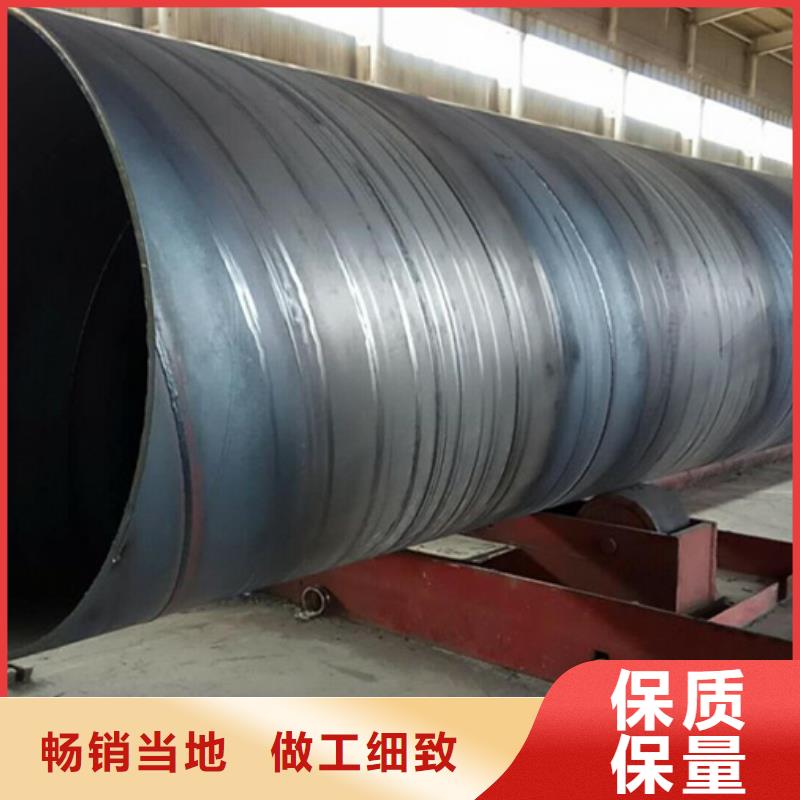
4.咸阳螺旋管整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。 5.咸阳螺旋管原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。 6.咸阳螺旋管剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管后,自动进行埋弧焊修复焊接。 7.咸阳螺旋管成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。 8.咸阳螺旋管用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。 9.咸阳螺旋管采用外部控制或内部控制辊形。 10.咸阳螺旋管采用焊接控制装置,确保焊缝满足焊接要求,严格控制管道直径、位错和焊缝。 11.咸阳螺旋管为了获得稳定的焊接质量,美国的林肯焊机采用单丝或双丝埋弧焊进行内焊和外焊。


管计算方法:(外径-壁厚)*壁厚*0.02466=焊管每米的重量/公斤 镀锌管计算:(外径-壁厚)*壁厚*0.02466*1.06=焊管每米的重量/公斤 咸阳镀锌螺旋管防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。就是因为它们采用了不同的外防腐层。聚乙烯三层结构防护层又称三层PE(3PE),是近几年从国外引进的先进的防腐技术。它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:底层为熔结环氧(80m);中间层为胶粘剂(170-250m);面层为挤塑聚乙烯(约2mm)。 在三层结构中,熔结环氧粉末涂层的主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,保证整体防腐层在较高温度下具有良好的粘结性。中间层通常为共聚物粘结剂,其主要成分是聚烯烃,目前广泛采用的是乙烯基共聚物胶粘剂。
E.咸阳镀锌螺旋管管材焊接:焊缝质量必须符合GB50268-97 4.2的有关规定,焊缝应平整,宽度均匀,根部熔深,无明显的凸起缺陷和咬边现象,焊缝增强应比管面高2mm左右,将凹槽的边缘焊接2-3毫米。 F.咸阳镀锌螺旋管管道与法兰的焊接,管道应插入法兰的三分之二,法兰与管道应垂直,二者与轴线重合。 成品咸阳镀锌螺旋管经水冷后排出,但毕竟经过高温加热后,水冷后螺旋水管的温度仍然很高,因此在取下螺旋管后应注意以下几点。 冬季在咸阳镀锌螺旋管的生产过程中,环氧粉末和粘合剂应比平时大1%,以达到实际所需的厚度。 将咸阳镀锌螺旋管下线后不要暴露在高温下。暴露很容易导致PE层膨胀,进而导致钢管的外壁膨胀,从而达不到防腐效果。 取下螺旋钢管后,切勿淋雨。雨后很容易在管接头处引起渗水。
