


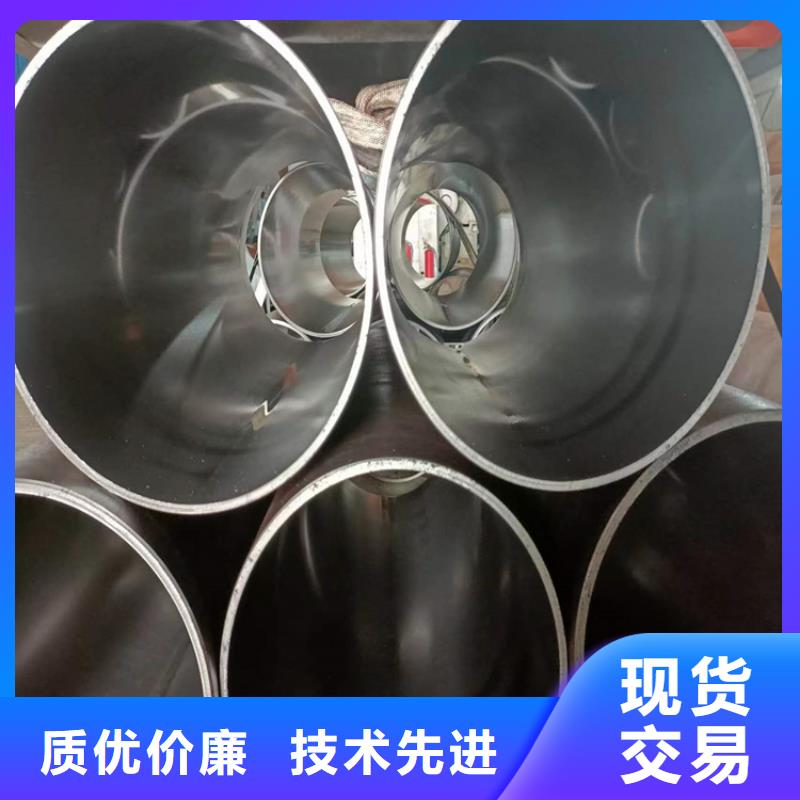

淮北企业旺旺珩磨管绗磨管油缸管薄壁气缸管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理薄壁气缸管和抛光管的区别绗磨其实也是抛光的一种方式不过绗磨只是专用在对圆孔的抛光方面。绗磨管抛光可以是对任何一种形状的物体表面进行粗糙度的精加工;内形或者外形都可以进行抛光,而绗磨只是对圆孔进行抛光。绗磨有专用的绗磨头,上面装上各种粗细的油石对内孔的表面进行抛光。绗磨并不能改变内孔与外形的同轴度或者孔对外形的相对位置,只是顺着孔的轴线对孔的内表面进行抛光,使孔的尺寸达到工艺的要求。
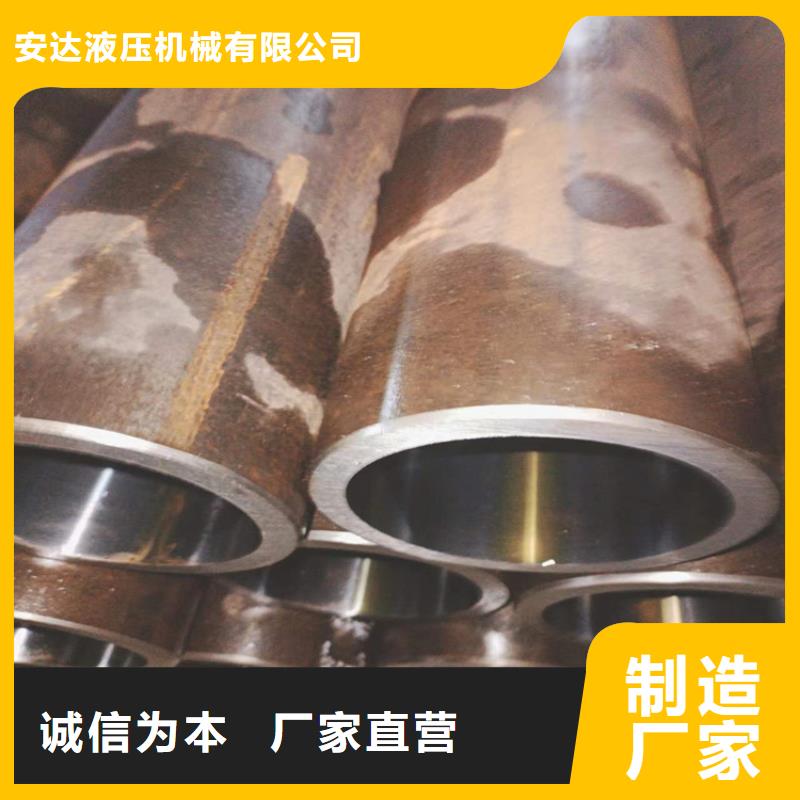
淮北企业旺旺珩磨管绗磨管油缸管抛光一般是用软质的抛光轮,比如丝绸。或者圆盘型的抛光盘加上抛光膏,就是一种很细的磨料,对工进行精细加工,可以得到高的表面光洁度。但它在加工时无刚性基准面,因此不能消除形位误差。可以对不规则表面进行抛光。珩磨是一种高精度磨削加工。不光对孔,在淬硬齿面上也可以进行,比如“珩齿”加工。但加工孔比较多见。比如发动机缸体的加工。它使用组合磨具,安装在浮动夹具上,可以微量的自我调节,因此可以适应孔的形状误差。因此它也不能消除孔的形位误差。薄壁气缸管生产厂所谓调质一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能即在保持较高的强度的同时又具有很好的塑性和韧性人们往往使用调制处理来达到这个目的所以人们习惯上就把这一类绗磨管称作调质钢绗磨管调质与不调质的区分 45#绗磨管的调质处理是热处理的一种工艺是指绗磨管在淬火后加高温回火.目的是使调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等要看具体的材料具体零件的技术要求来决定
淮北企业旺旺珩磨管绗磨管油缸管在多点上测定轧制后的钢管圆周方向上的壁厚,绗磨管根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。
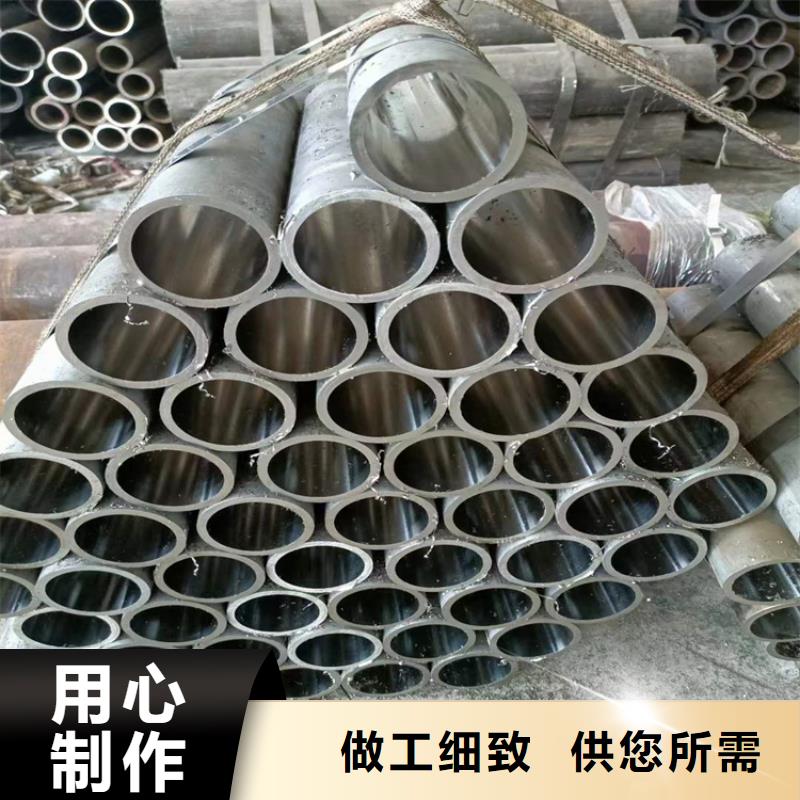
淮北企业旺旺珩磨管绗磨管油缸管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于高精密绗磨管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr绗磨管几大优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。2、修正圆度,椭圆度可≤0.01mm。3、提高表面硬度,使受力变形消除,硬度提高HV≥4°4、加工后有残余应力层提高疲劳强度提高30%。5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。 
