


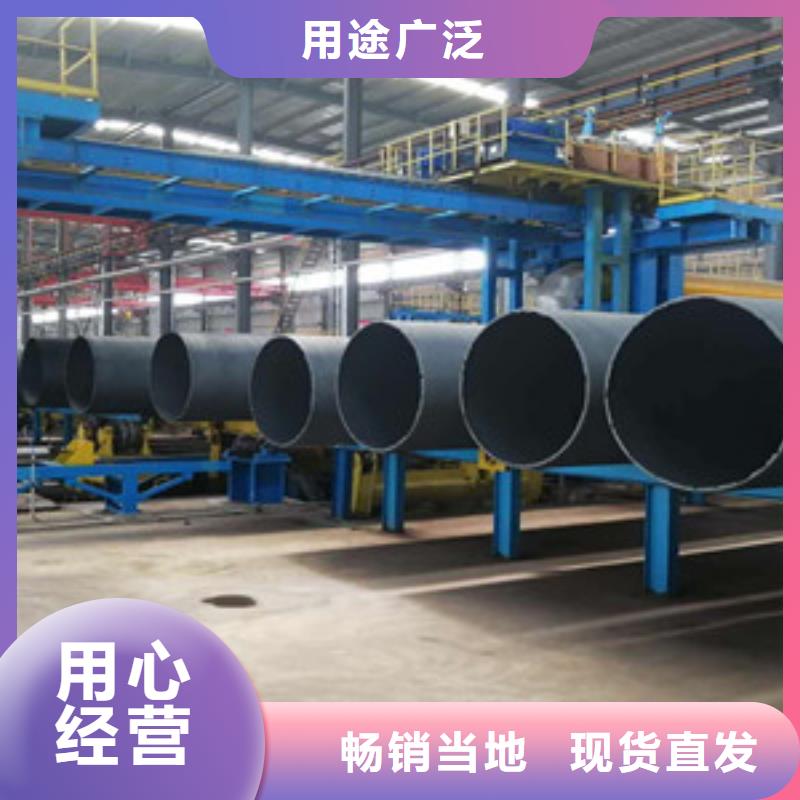


大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

球墨铸铁管山东聊城格瑞管业有限公司。其综合机械性能接近于钢,因铸造性能很好、成本低廉、生产方便,在工业中得到了广泛的应用。球墨铸铁的成分要求比较严格,与灰口铸铁相比,它的含碳量较高,通常在4.5%—4.7%范围内变动,以利于石墨球化。 球墨管本质的材质不同,形成的工艺不同,则制造出来的铁管的性能就有所不同,所以它们的应用场合也就不同。下面说说:柔性铸铁管和球墨管区别。继续深化供给侧结构性改革。全行业要充分认识到,经过3年的努力,全国化解了1.5亿吨过剩产能,彻底清除了“地条钢”。
球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,安全的运输管道。接下来我们来说一说给水球墨铸铁管连接方式问题型内孕育有多种方法,由于给水球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。

球墨铸铁管与其它管材一样,均匀流的沿程水头损失也为所不同的只是“λ”(水力摩阻系数),即水头损失可按原铸铁部阻力损失计算。球墨铸铁管的出现为我国供水事业提供了一种性能优良的新型管材。
其控制电流范围为,当控制电流为时,整个阀的控制能够达到较好的线度。同样,对于的控制方式,其控制范围为π,为,在这个下控制能避开阀体的共振区,取得平稳的控制悬挂油起悬挂油的控制端阀块控制络入口悬挂控制原理在悬如何挑选合适的球墨铸铁管批发厂家通过。何敏娟等提出了混凝土框架木楼盖混合结构和钢木混合结构的概念。市政给水DN200球墨铸铁管报价。球墨铸铁管的设计要求。管道的埋设深度应根据冰冻程度、外部荷载与其它管道交叉等因素确定,在一般情况下,埋设深度可在冰冻线以下02米处,并符合如下条件当管径大于100mm时。管顶小埋深为120米。设计沟槽底宽一般为管外径加05米,并根据土质状况,确定开挖坡度,绘制沟槽剖视图。
