
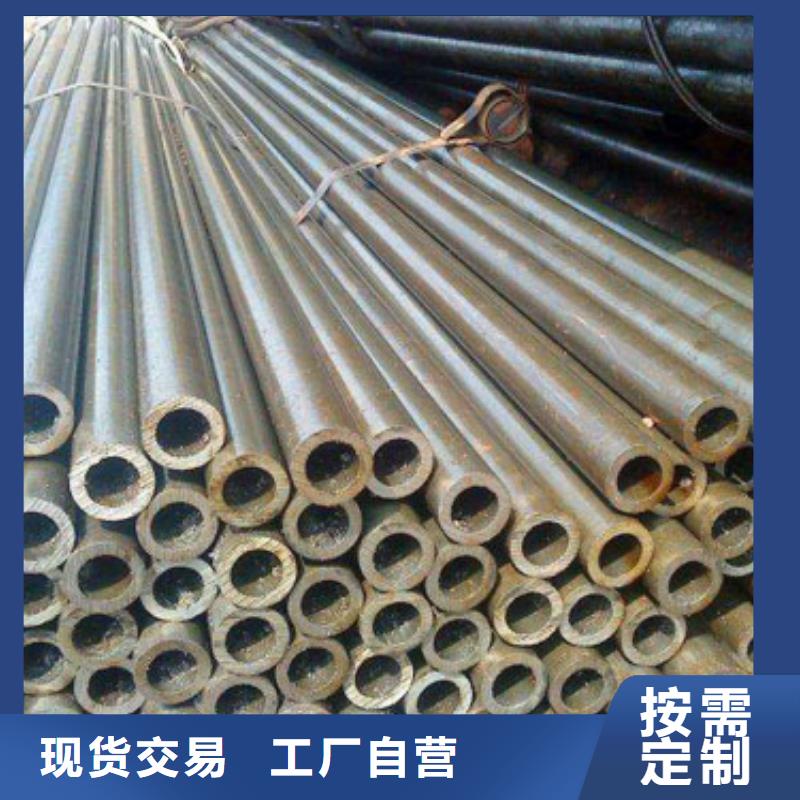

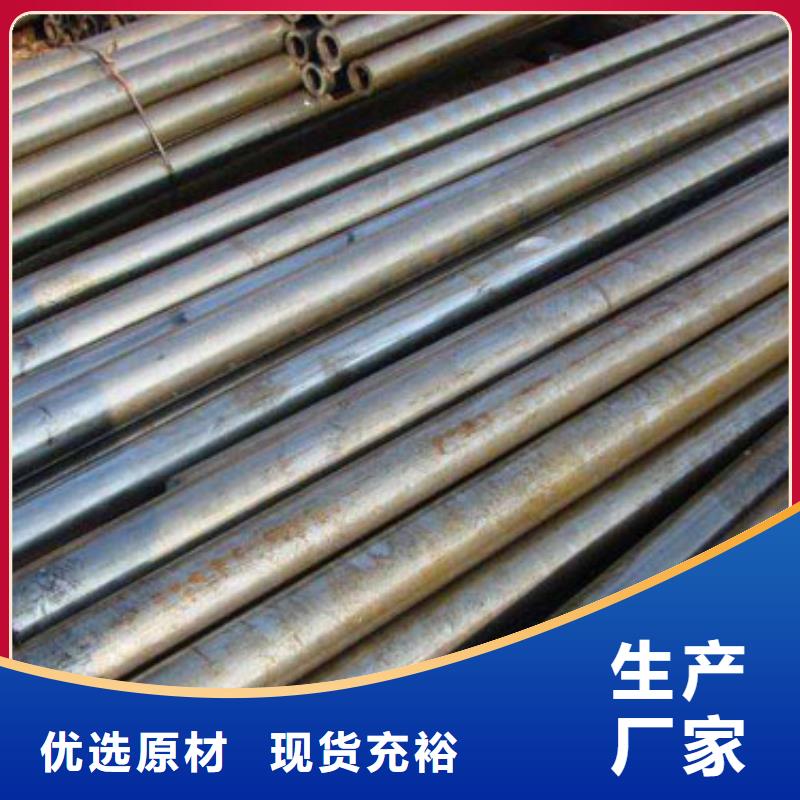

金昌精密管的原料是金昌精密管坯,金昌精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.金昌精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,金昌精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 金昌精密管分热轧和冷轧(拨)金昌精密管两类。
<金昌>大金钢管制造有限公司
金昌精密管铣边机:将制管用的板料的两侧面进行机械加工并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。使金昌精密管板边具有金昌精密管将成型钢管半径相等曲率半径,金昌精密管预弯边机:将铣边机加工出两边焊接坡口的金昌精密管板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证金昌精密管的圆度。全自动钢管成型机:完成对各种金属板料的弯曲成型。进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯为内、外焊做准备。焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接配合主机实现对工件的焊接。焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接配合主机实现对工件的焊接。以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力使之达到有关规范和使用要求。龙门移动式感官矫直机:用于钢制圆柱型管的矫直。直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。提高钢管尺寸精度。钢管扩径机:消除应力。检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。消除焊接应力及成型应力,从而保证钢管使用性能。

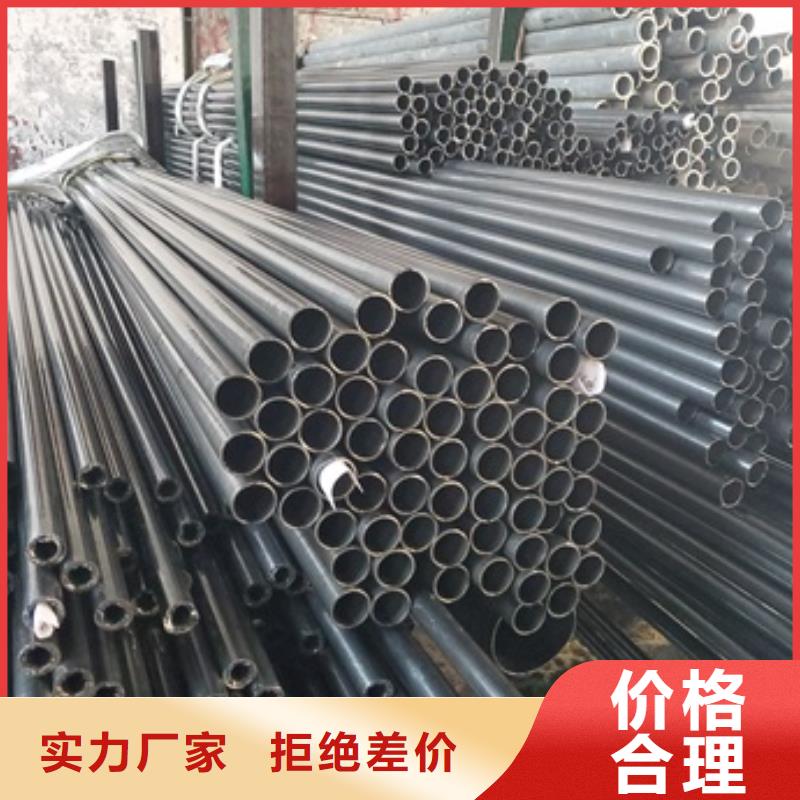
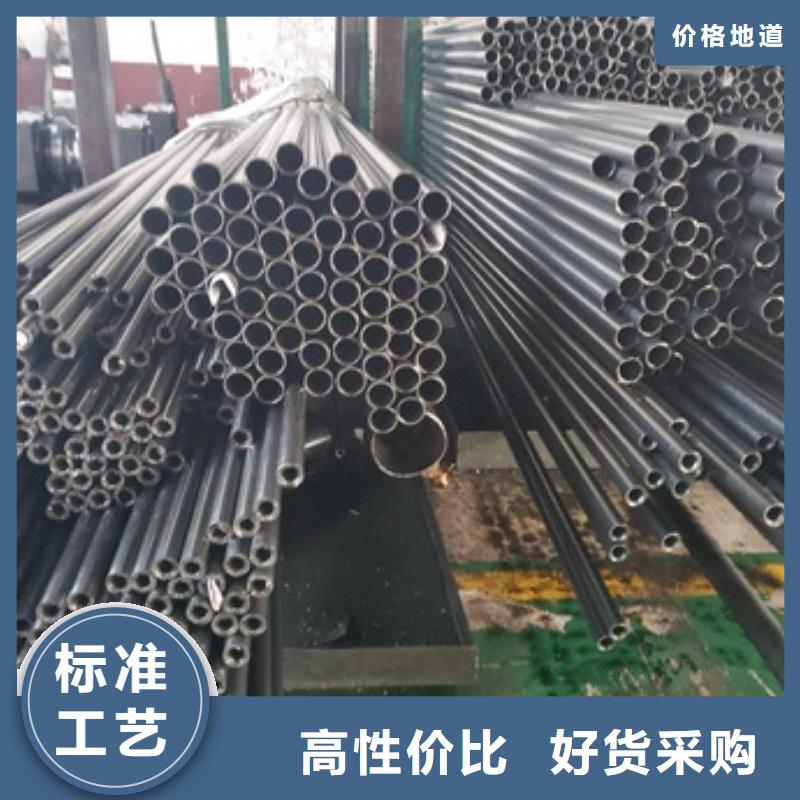
如同说在形变的单位,造成了硬底化以后,就可以让形变,不容易向着别的,沒有产生变形的 位置外扩散。这保证了在应用全过程中,不容易因为管路的形变,将会产生的伤害及其损害. 金昌精密管的处理技术性和一般的管道原料相仿,全是冷轧和热轧板二种方式,只不过在具体的操作流 程方面,还是有很多的不同之处,比如在进行升温之后,务必再分别进入粗连续挤压机、精挤压机 ,*后再控制冷轧,所有流程相对而言还是比较复杂的,在开展之后,尽量要进行原装精确测量, 那般才能够保证这类管道原料的质量。 那般的管道,在运用的整个过程中,不容置疑会造成很多的难点。仅仅金昌精密钢管不一样,这类 无缝管对于管道,一切一部分的标准,经常出现十分苛刻的要求。虽然金昌精密钢管,一样全是无法, 管道每一方面的规格型号,都切合实际这一标准。仅仅金昌精密钢管,确是可以将误差,控制在一个, 十分小的范围以内。在一般情况下,这一误差都不易,超过两个标准的公司,这对于绝大多数生产 制造领域来讲,就早就充裕了。
<金昌>大金钢管制造有限公司
