


轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到
熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的
问题·圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产
效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径
长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后
由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。
钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入
仓库中。


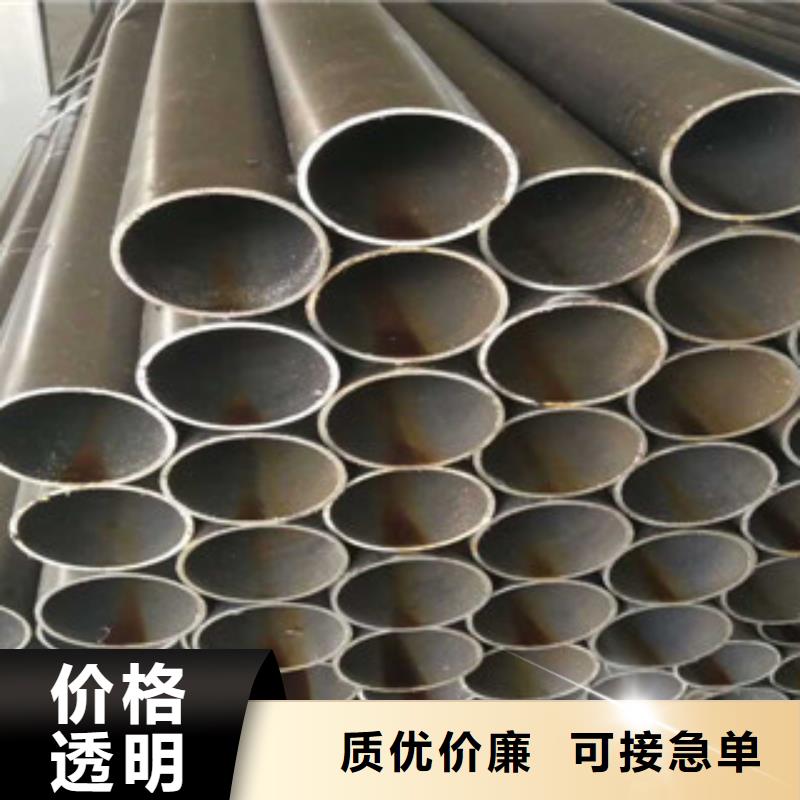
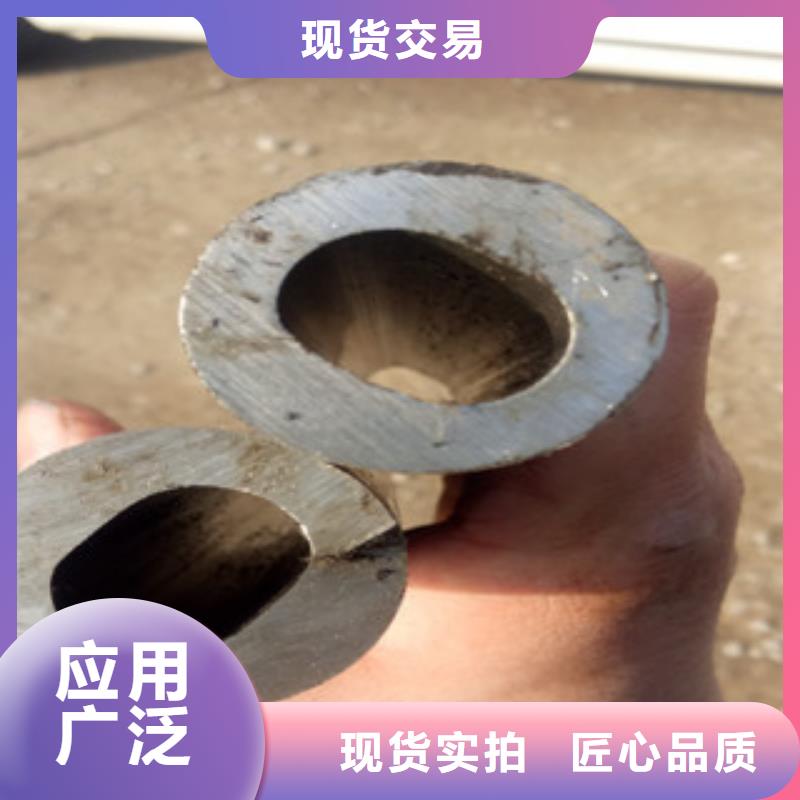
兰格精密管有限公司(东莞分公司)生产的【精密异形管】均符合标准(GB)、产品品种丰富、规格齐全,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,【精密异形管】产品深得用户依赖。欢迎新老客户来电垂询。
公司常备【精密异形管】库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 是我们的服务宗旨,我们将竭诚为新老客户提供过硬的【精密异形管】产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。




化学成分检验按化学成分和机械性能供应的国产无缝管,如10、15、20、25、30、35、40、45和50号
钢的化学成分应符合GB/T699-88的规定。进口无缝管按合同规定的有关标准检验。09MnV、16Mn、15MnV钢
的化学成分应符合GB1591-79的规定。具体分析方法参照GB223-84《钢铁及合金化学分析方法》的有关部
分。分析偏差参照GB222-84《钢的化学分析用试样及成品化学成分允许偏差》。物理性能检验按机构性能
供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0.050%和含磷量不
超过0.045%),其机械性能应符合GB8162-87表内所规定的数值。按水压试验供应的国产无缝管必须保证标
准所规定的水压试验。进口无缝管的物理性能检验按合同规定的有关标准进行。


用途:用于桥梁的专用钢种为“16Mnq”,汽车大梁的专用钢种为“16MnL”,压力容器的专用钢种为
“16MnR”。执行标准:GB/T8163-2008(输送流体用) GB6479-2000(高压化肥设备用无缝钢管)此类钢是
依靠调整含碳(C)量来改善钢的力学性能,因此,根据含碳量的高低,此类钢又可分为:碳钢--含碳量
一般小于0.25%,如10、20钢等;中碳钢--含碳量一般在0.25~0.60%之间,如35、45钢等;高碳钢--含碳
量一般大于0.60%。此类钢一般不用于制造钢管。16Mn无缝管工艺流程:管坯、检验、剥皮、检验、加热
、穿孔、酸洗、修磨、润滑风干、焊头、冷拔、固溶处理、酸洗、酸洗钝化、检验、冷轧、去油、切头、
风干、内抛光、外抛光、检验、标识、成品包装 1、生产制造方法按生产方法不同可分为热轧管、冷轧
管、冷拔管、挤压管等。
25.16Mn无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度, 在管坯穿
孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的
作用下,管坯内部逐渐形成空腔,称毛管。再送至 自动轧管机上继续轧制。 经均整机均整壁厚,经
定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小
和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通 常在二辊式轧机上进行,钢管
在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷
拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较
小的模孔中挤出。此法可生产直径较小的钢管。





