
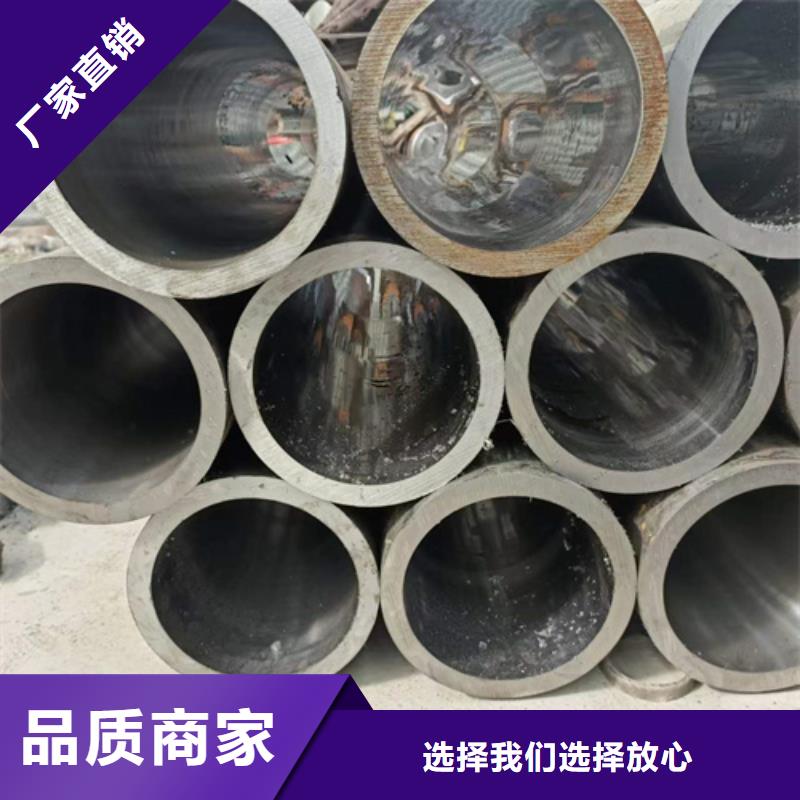

贵州黔南珩磨管厂各种规格 <黔南>九冶管业有限公司
卸前后要设法提供条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行,拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。珩磨管在进行拆卸的时候应该防止损伤活塞杆螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件需要替换。对珩磨管制成的油缸缸筒进行滚压,是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。要注意的是,滚压前较好先用浮动镗刀精加工,以此保持滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。
 <黔南>九冶管业有限公司
贵州黔南珩磨管厂各种规格
<黔南>九冶管业有限公司
<黔南>九冶管业有限公司
贵州黔南珩磨管厂各种规格
<黔南>九冶管业有限公司
有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。

