





想知道鹤壁启闭机铸铁闸门厂家厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:鹤壁启闭机铸铁闸门厂家厂家的图文介绍

河畔水利机械厂(鞍山分公司)
虽起步较晚,但河畔水利机械厂(鞍山分公司)依靠得天独厚的地理位置和资源优势,一开始就以高科技、新 螺杆启闭机产品、新技术主打市场,坚持以认真求实的态度对待所有的客户,以“诚信务实、客户至上”为企业宗旨,始终坚持“以人为本”的管理理念,立志于为客户提供各类优质 螺杆启闭机产品和技术服务。


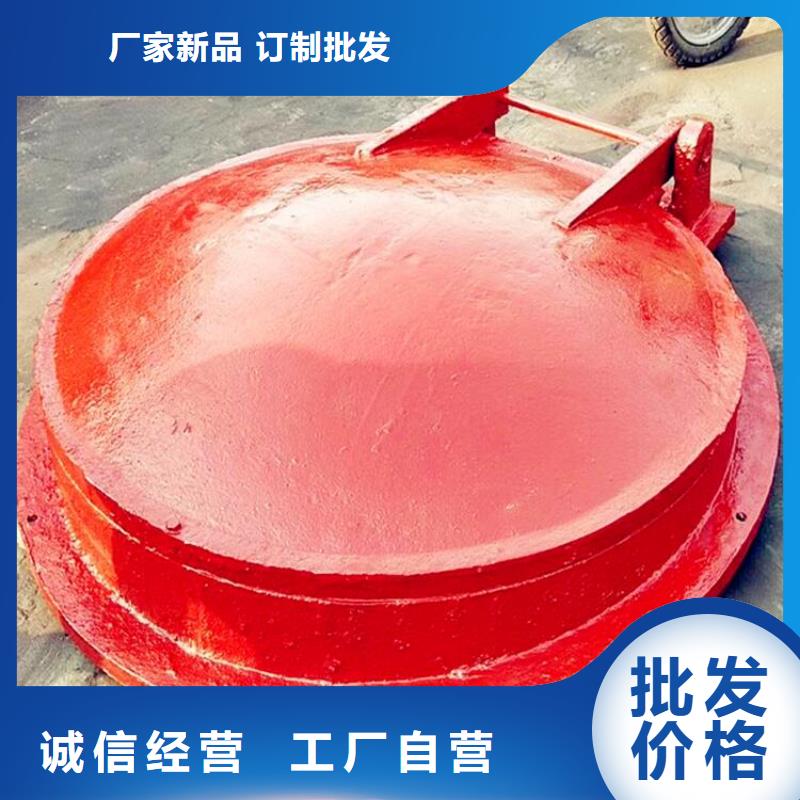
铸铁闸门作为重要的金属结构设备,不管是在过去还是在现在,在水工建筑物中起着重要的作用,适用于排水工程、修建渠道工程、市政工程、污水处理厂工程,但是,你知道吗,铸铁闸门是会变形的。那么,铸铁闸门变形的原因是什么?我们又能怎么解决这一问题呢?造成铸铁闸门变形,其原因不外乎是两种,一是闸门本身质量不行,二是因为铸铁闸门的错误使用或是没有做好日常保养工作。具体一点,就是:闸门质量会造成铸铁闸门变形,这是我们都肯定的一点。毕竟高质量的铸铁闸门本身就具有一点的刚度和强度,能承受得住水压,如果再加上日常维护保养好铸铁闸门,如在铸铁闸门表面做防锈喷锌处理,这样也会加强铸铁闸门的性能,让铸铁闸门不那么容易变形;但是,劣质的铸铁闸门就不同了,由于铸铁闸门生产时用的是劣质材料或是“缺斤少两”,亦或是生产时没有使用先进生产工艺和设备来生产铸铁闸门,其质量就差多了,就算刚开始使用时没有出现变形情况,在日后使用过程中还是会因水压和运行时间而出现变形情况。所以,大家在选购铸铁闸门的时候,我们都会建议大家选择高质量的铸铁闸门。






铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。




作为铸铁闸门,首先我们需要的就是它具备良好的抗压能力,能够在各种无常变化的水压之下还能够保证其良好的工作运行情况。这也是我们为了更好的发挥这类设施的性能优势,所必须要考虑的一个重要因素。其次,对于铸铁闸门的密封性也是要有相应的工艺保证的,在很多的水利施工过程中,我们是需要进行控水排水等的操作的,如果说所采用的铸铁闸门不具有良好的密封性的话。那么不仅我们的整个工程质量会受到严重的影响,同时对于实际的操作应用也是会带来很大的阻碍的。另外,为了能够帮助我们购置到更加符合实际使用需要的器械,在选购铸铁闸门的时候,我们还需要参考相关的环境使用规格及材质等方面的因素。

