




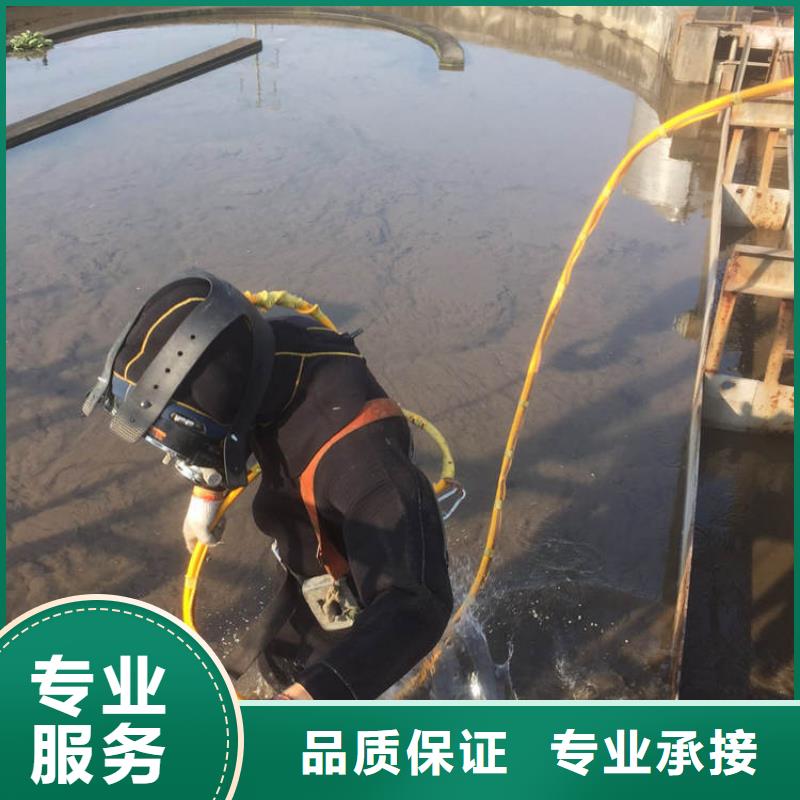





工作人员在潜入水中时,通常会携带所需的冷焊胶板,这种材料能直接在水中对破损处位置进行粘帖。在正式进行水下带压堵漏时首先将此胶板剪切成所需的大小然后将冷焊液涂抹在胶板中,之后只要按压在对应的位置即可。大约等10分钟左右,如果在水中的工作人员未发现异常情况时说明操作完成。因此可以说这种方法还是比较简单实用的,也很好的降低了维修的成本。 取水管道的安装和连接(1)起重工程船定位:起重工程船进入施工现场后,与长江呈丁字形定位在取水管轴线,工程船艏部朝向岸边,船艏部、船艉部各抛八字锚于江中固定,地锚与卷扬机连接,通过卷扬机的收放来调整控制船体的方向。(2)取水头部喇叭口在岸边与取水管进行焊接拼装成整体后,在取水头部及原水管顶部分别焊接两个吊耳(要注意其重心),以作起吊之用,由汽车吊运至起重船能够吊到的江滩上,再由起重船吊装至甲板驳船上,由甲板驳船运至施工位置,交由工程船起吊安装。(3)放线方法:分别在取水头部中心及原水管尾部中心插上一根标杆,陆上用全站仪控制平面位置,控制好中心、轴心。
如现场为型钢,漏水含流沙,边墙塌陷,钢板焊接加固。根据现场需要,采用变径堵漏、钢板与型钢焊接、埋管引水、清理漏水基面、安装灌浆管、集中处理。
当基底面积过大时,应采用多管近点降水、高密度排水灌浆、埋多管(打n孔)、边排水边注入多种液体或混合物。
当底板出现大泉涌或管涌时,采用高压旋喷器和灌浆快速切断。
水下管道封堵管理原则:一是认真检查整个混凝土墙面的主要缺陷,如孔洞、松动等;这一步是整个堵漏的关键,要认真细致,不厌其烦的去做。仅凭这一点,就可以进行二次堵漏处理。堵塞的效果与材料密切相关,材料是堵塞技术的基本条件,起着保证作用。优良的性能和优质的材料必须体现在施工过程中。无论使用哪种材料,都必须满足堵漏技术的操作和要求。因此本项目及堵漏所选材料为:专用快凝膨胀堵漏聚合物材料,用于堵漏修补。
水下氧-火焰切割法一般适用于切割低碳钢、低合金钢等易氧化材料,不适用于切割不锈钢和除钛以外的有色金属,比较适合切割的厚度范围为10~40毫米。切割薄板很难,因为薄板在水中的冷却速度比厚板快得多,很难预热到燃点。当板厚超过40毫米时,虽然可以切割,但操作技术要求很高。
药皮焊条切割虽然切割质量差,但应用广泛。它不仅可以切割低碳钢和低合金钢,还可以切割不锈钢和有色金属,特别适合切割6毫米以下的薄板。切割厚板比较困难。需要用拉锯操作焊条在切口内来回拉锯,以去除熔融金属。熔化极水喷射切割是一种纯金属熔化过程,可用于切割黑金属和有色金属。
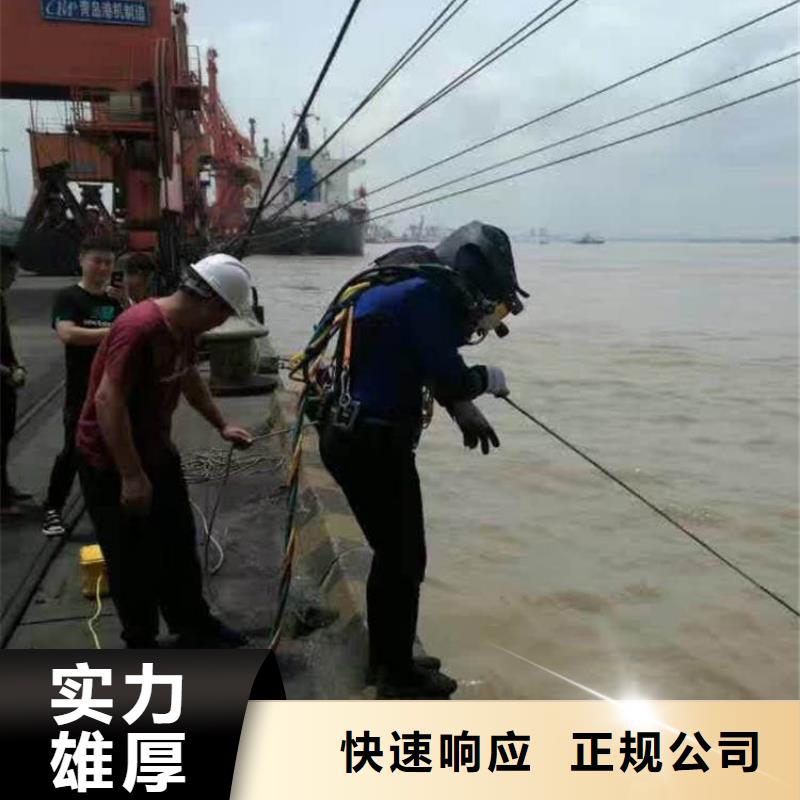
顾名思义,水下切割是一种在水下切割零件以实现安装或维护的操作方法。由于整个工作都是在水下完成的,操作人员也穿着潜水服进行操作,所以与岸上切割相比,水下切割有很大的不同。让我们解释一下水下切割点的操作方法。
(1)水中电孤刚刚产生,周边的水便挥发造成骨腔或汽泡。因为水的水冷却和工作压力,水中引弧需要的工作电压比陆上上应高。从实际操作安全性视角考虑到,水下焊接开关电源必需选用交流电,严禁应用交流电流。其满载工作电压通常在60~90V中间。
(2)水下焊接机器设备和开关电源应具备优良的绝缘层和防潮特性,其接地电阻值不可低于1MΩ,而且应具备抗耐腐蚀浸蚀、空气浸蚀和抗海面腐蚀能。
(3)与深潜电焊工立即触碰的操纵家用电器必需应用隔离变压器,且有过压保护,电焊机必不可少接地装置,电线接头头要抛光,以耐腐蚀。
(4)水中湿法电焊焊接与激光切,电源电路中应安裝电焊焊接专用型的控制开关箱;水中半干法或部分半干法电焊焊接,电源电路自动控制系统中应安裝安全事故报警设备和关闭电源系统软件。
(5)在电焊焊接或激光切中,常常必须拆换焊丝。在水中拆换焊丝时,必需 传出拉闸数据号,确定电源电路早已断开,即可除掉焊丝头,再拆换焊丝。不然非常容易导致安全事故而产生风险。
(6)电级应完全绝缘层和防潮,以确保电触碰只是在产生电孤的地区出現。
(7)在水下焊接时,深潜电焊工切忌背向接地址,将要自个放置工作点与接地址中间。不然,不但非常容易造成安全事故,并且非常容易使潜水装备的金属材料构件遭受钛电极浸蚀。理应特别注意,不可门把放到待焊割的钢件上,一起又将焊丝或焊工门把碰触帽子而遭受高压电击。

