

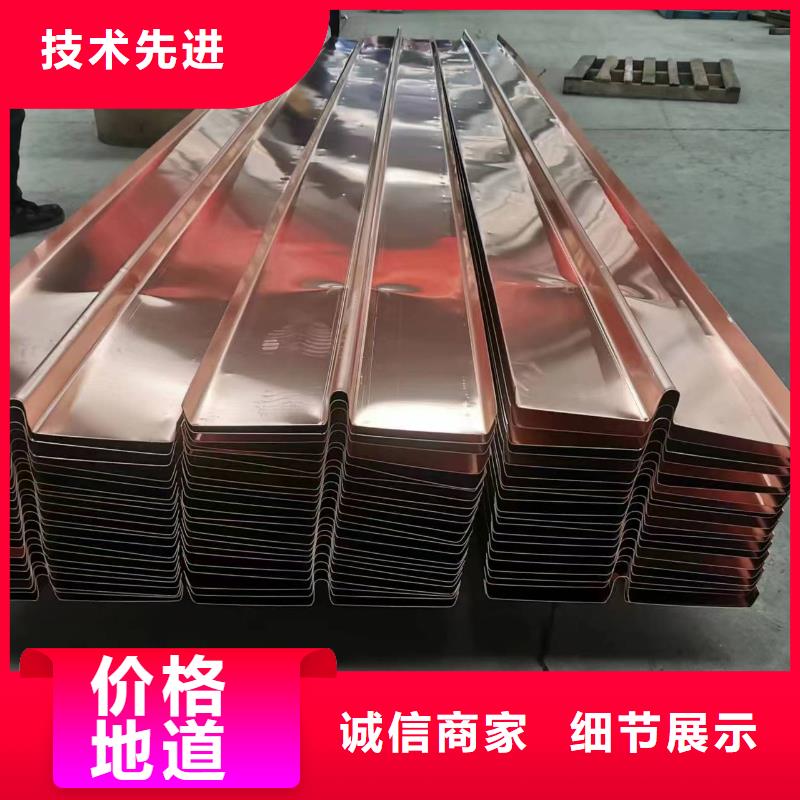


止水铜片公司主要生产供应,丽江紫铜止水片、铜止水片、铜片止水带、紫铜片、T2紫铜带、紫铜板等,产品具有强度高,寿命长,耐腐蚀,抗老化等特点,主要应用于水利,铁路,隧道,垃圾填埋场,人工湖等基础建设工程,均受到了用户及的一致好评。赢得了良好的市场。
1、诚信务实让客户满意的企业宗旨;丽江止水铜片
2、拥有华东地区大型的土工材料生产基地;
3、严把质量关,残次品一律销毁,不得出厂;
4、专业的营销团队,产品销往全国各地;
5、先进的营销理念,订金发货,货到后验货付款;
6、闪电般的送货速度,一个电话,送货上门;
7、同行业良好的业绩和客户口碑;
厂家现货货到付款高质量铜材生产商

在铜片止水(其他金属止水材料,丽江止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火消除残余应力。但接头连接的方法不推荐采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。
目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。
在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗
丽江止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。丽江止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。
铜止水规格
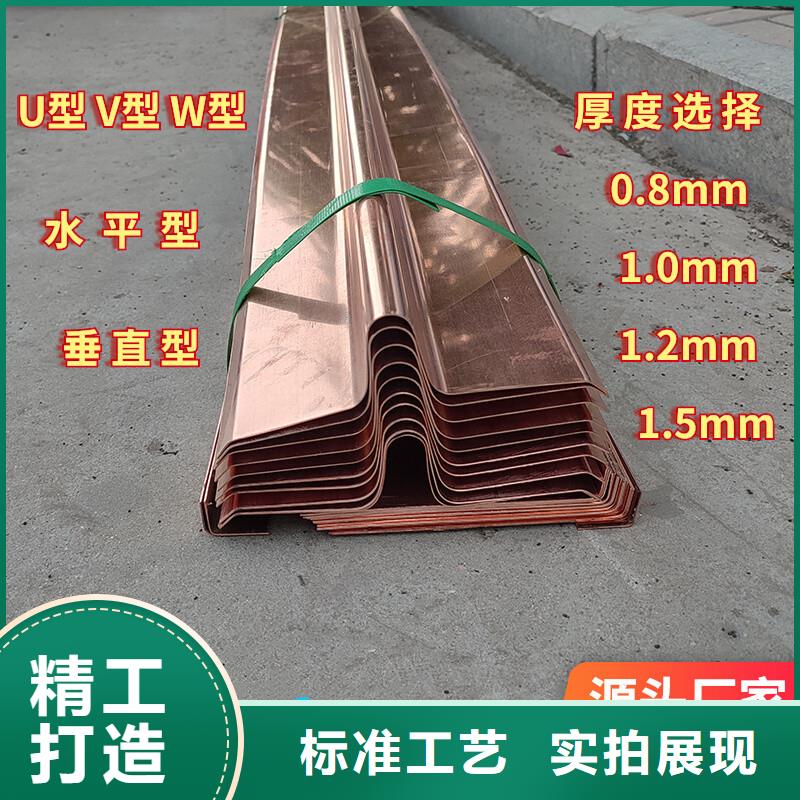
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。
止水铜片紫铜止水焊接,通常采用搭接焊的方式,丽江止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。
采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。
但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。

