






中山珩磨管油缸管绗磨管 厚壁油缸管介绍随着近期窄带价格下跌的加速,厚壁油缸管厂的利润空间受到挤压;此外,工厂现货库存不多,因此降低出货价格的意愿不强,但上游原材料价格的持续下跌和市场低成本资源的影响增强了市场降价的预期。在后期,厚壁油缸管厂的维护和停工将逐渐增加,这将对价格的持续下跌产生一定的抑制作用;然而,需求疲软是根本原因,带钢市场疲软难以改变,价格仍有下调空间。在各个环节都如此低迷的情况下,钢材供应压力非但没有下降反而上升。钢材贸易商普遍放弃冬季仓储作业,后期钢材市场供应压力将加大。在成本方面,各方几乎一致认为高压锅炉管继续下降,铁矿石的反弹也非常有限,因此成本很难支撑钢价。因此,综合来看,油缸管市场需求增速下降,进一步加剧了企业之间的竞争。铁矿石和煤炭价格下跌带来的原材料成本优势尚未显著转化为产品竞争优势。虽然行业整体盈利能力较上年有所提升,但销售利润率仅为0.74%,仍处于整个行业的底部。它突显了用表观消费量来显示中国实际粗钢需求的不合理性。因为它 的缺点是将同期视为影响需求的负面因素,导致了一个悖论:当国内生产和海外进口相对稳定时,当前的出口越强劲,计算出的消费越少,消费增长越萎缩;相反,当期出口量越小,计算出的消耗量越多,高压锅炉管的消耗量增长越高。事实恰恰相反。滚压管

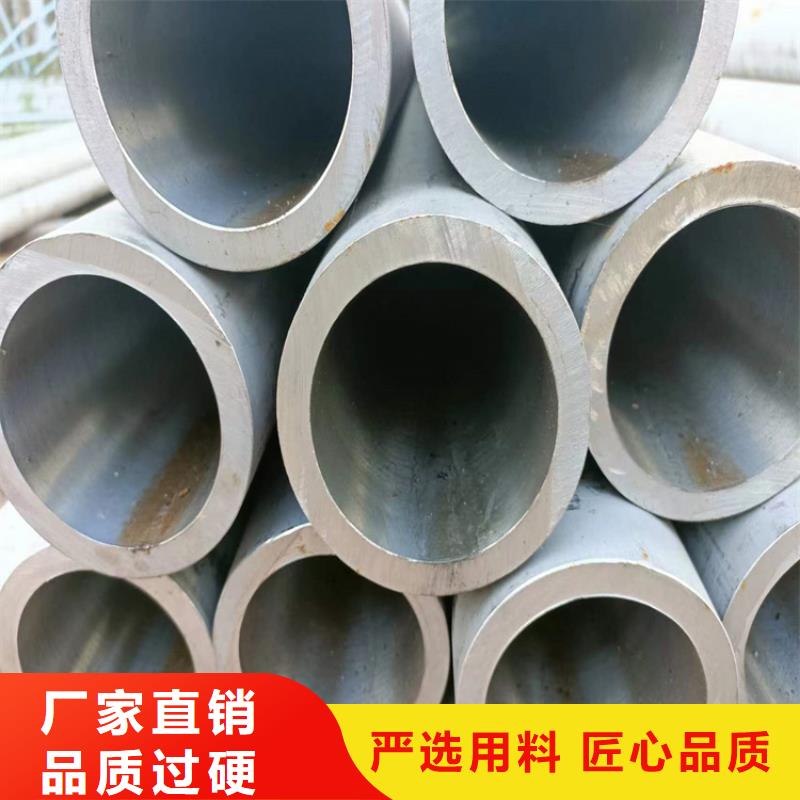
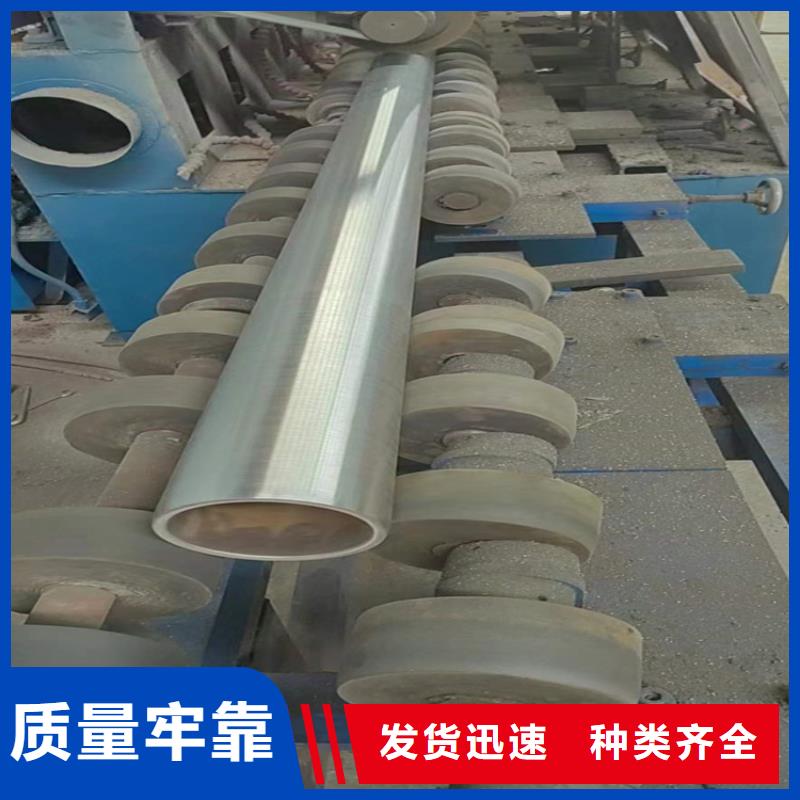
中山珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管

中山珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压管加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。

中山珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。

