


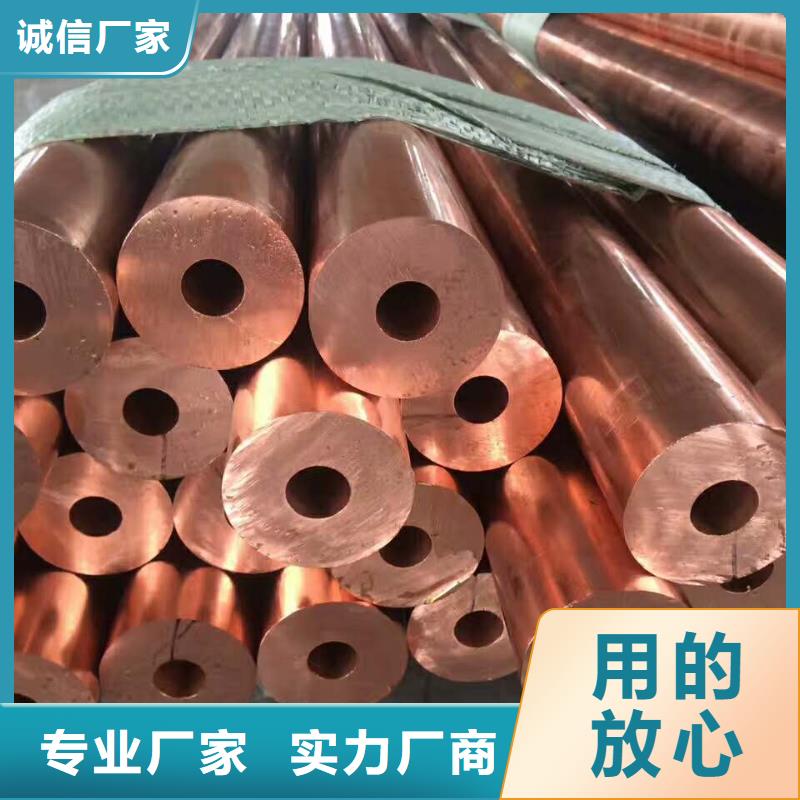




铜管处理:切管、喇叭口及杯形口制造、相关注意事项
铜管处理-切管
1.将整卷铜管置於帄面上压帄铜管。 2.运用钢尺丈量所需冷冻铜管之尺度。 3.以切管器堵截冷冻铜管。 4.铜管堵截后,以锉刀将管口锉帄,再以铜管 铣刀或铰刀将内缘毛边刮除乾净。
铜管处理-喇叭口制造
1.将铜管正确置於夹管砧板中,使铜管显露砧板约45度斜角高度的1/3。 2.固定铜管於砧板上,旋紧夹管砧板上的螺丝。 3.将喇叭口扩管器装置於砧板上。 4.旋转喇叭口扩管器把手,直到喇叭口冲杆将 铜管紧压在砧板上之斜面上。 5.旋出喇叭口扩管器,放松夹管砧板上的螺丝,取出铜管即可。
喇叭口制造-注意事项
铜管毛边必须刮除乾净,不得有裂缝及倾斜现象。将喇叭口螺帽套入铜管,查看能否旋转自若,并能与喇叭口接头密合。制造喇叭口之前应先检视铜管另一端可有曲折、变型、焊接或接头,若有则应先行套入喇叭口螺帽,不然等喇叭口制造完成后,则无法套入螺帽。
铜管处理-杯形口制造
1.运用切管器将铜管切取二段后,再用锉刀或铣刀修整器去除铜管毛边。 2.将铜管置於砧板上,铜管显露砧板之高度约等於冲杆由底部至斜面高度,然后固定铜管夹紧砧板。 3.挑选与铜管管径相同之冲杆,将冲杆套入铜管 中。 4.左手持冲杆,右手持榔头,笔直敲击冲杆,每击打一次左手即旋转一次冲杆,使其松动,然后再击打冲杆,直到冲杆打入管内停止。5.取出扩管冲及放松夹管砧板上的螺丝,取出 铜管。 6.运用砂纸、钢丝刷及抹布清洁铜管,并查看扩管处是否有裂缝、压扁或变形。 7.将另一段未扩管铜管套入扩管部份,查看其松紧程度。 8.查看杯型口之长度是否等於套入铜管之管径。
杯形口制造-注意事项
1.不得在铜管曲折处扩杯型口,避免杯型口不正而影响铜管之刺进。 2.不要在喇叭口邻近制造杯型口,避免杯型口焊接后影响喇叭口密合强度。 3.不行在运用尖嘴钳使管口扩展,如此铜管强度减低,并且无法与刺进之铜管密合。4.不行只作简略之喇叭口替代杯型口,由于接合强度缺乏并且密合不良。
黄铜是由铜和锌所组成的合金
白铜是铜和镍的合金
青铜是铜和除了锌和镍以外的元素构成的合金,首要有锡青铜,铝青铜等
紫铜是铜含量很高的铜,其它杂质总含量在1%以下。
普通黄铜
它是由铜和锌组成的合金。
当含锌量小于 39% 时,锌能溶于铜内构成单相 a ,称单相黄铜 ,塑性好,适于冷热加压加工。
当含锌量大于 39% 时,有 a 单相还有以铜锌为基的 b 固溶体,称双相黄铜, b 使塑性小而抗拉强度上升,只适于热压力加工
若持续增加锌的质量分数 ,则抗拉强度下降,无运用价值
代号用“ H +数字”表明, H 表明黄铜,数字表明铜的质量分数。
如 H68 表明含铜量为 68% ,含锌量为 32% ,的黄铜,铸造黄铜则在代号前“ Z ”字,如 ZH62
如 Zcuzn38 表明含锌量为 38% ,余量为铜的铸造黄铜。
H90 、 H80 单相,金黄色,故有金色共称之,称为镀层,装饰品,奖章等。
H68 、 H59 归于双相黄铜,广泛用于电器上的结构件,如螺栓,螺母,垫圈、绷簧等。
一般情况下,冷变形加工用单相黄铜 热变形加工用双相黄铜。
2) 特殊黄铜
在普通黄铜中参加其它合金元素所组成的多元合金称为黄铜。常参加的元素有铅、锡、 铝等,相应地可称为铅黄铜 、锡黄铜、铝黄铜。加合金元素的意图。首要是进步抗拉强度改进工艺性
代号:为“ H +主加元素符号(除锌外)+铜的质量分数+主加元素质量分数+其它元素质量分数”表明。

铜的产值
人类炼铜的历史悠久,但长期以来,因为炼铜办法原始,铜的产值一向很低,17世纪呈现现代炼铜法后,铜产值才有显着添加。1928年,世界精铜产值为167万吨。战后世界冶炼工业开展较快,1950年全世界精铜产值只要315万吨,1992年已达到1100万吨。不同时代的出产开展速度不同,50时代铜出产开展速度为年均递加4.7%60时代年均增速为4.2%70时代则为2.07%80时代进一步降为1.5%. 90时代初、中期跟着出产本钱的不断下降和较高铜价的影响,铜的产值大幅添加。
99年全世界年产铜达1430万吨,各首要出产国的产值分别为:智利259万吨、美国201万吨,日本135万吨,我国104万吨,德国69.7万吨,俄罗斯64万吨。
铜的消费
99年全球消费铜约1460万吨,铜的消费会集在兴旺工业国。 美国是 的铜消费国,99年消费298万吨,约占世界消费总量的1/5,其次是我国146万吨,日本125万吨,德国109万吨,从职业看,消费铜最多的是八十时代是电气工业部门,九十时代是建筑业。据统计,美国、日本和西欧 80时代中期的精铜消费中,电气工业占47.8%,机械制造业占23.8%,建筑业占15.8%运输业占8.8%,其他占8%。九十时代后西方 铜消费的职业散布发生了巨大改变以美国为例98年铜消费中建筑业占41.4%电器电子产品占26.0%运输设备12.4%机械制造11.2%其他9.0%。
铜的进出口
世界首要铜出口国:1)智利:世界上 的铜出口国,出产的铜矿石和铜绝大部分出口,首要输往美国、英国、日本等地;2)赞比亚:输往欧共体、美国、日本等,也有部分输往我国。3)秘鲁:已探明储量居世界第四位,年开采量占世界第七位,出口量居世界第五位,产品首要输往美国、日本等国;4)扎伊尔:所产铜矿石大部分直销出口,首要输往西欧、日本和美国;5)澳大利亚:其产值的1/4出口;6)加拿大:是兴旺 铜矿品出口最多的 ,出口量占出产值的70%左右。

管道调直
1)铜及铜合金管道的调直应先将管内充沙,然后用调直器进行调直;也可将充砂铜管放在平板或作业台上,并在其上铺放木垫板,再用橡皮锤、木锤或方木沿管身悄悄敲击,逐段调直。2)调直过程中留意用力不能过大,不得使管子表面发生锤痕、凹坑、划痕或粗糙的痕迹。调直后应将管内的残砂等整理洁净。
5.管道切开:
5.1 铜及铜合金管的切开可选用钢锯、砂轮锯,但不得选用氧-焰切开。 5.2 铜及铜合金管坡口加工选用锉刀或坡口机,但不得选用氧-焰来切开加工。夹持铜管的台虎钳钳口两边应垫以木板衬垫,以防夹伤管子。
6.弯管:
铜及铜合金管煨弯时尽量不必热熔,因热煨后管内填充物(如河沙、松香等)不易铲除。一般管径在100mm以下者选用冷弯,弯管机及操作办法与不锈钢的冷弯基相同。管径在100mm以上者选用限制弯头或焊接弯头。铜弯管的直边长度不该小于管径,且不少于30mm。
6.1 热煨弯:
1)先将管内充入无杂质的干细沙,并木锤敲实,然后用木塞堵住两头管口,再在管壁上画出加热长度的记号,应使弯管的直边长度不小于其管径,且不小于30mm; 2)用木碳对管身的加热段进行加热,如选用焦炭加热,应在封闭炭炉吹风机的条件下进行,并不断滚动管子,使加热均匀; 3)当加热至400~500℃时,敏捷取出管子放在胎具上弯制,在弯制过程中不得在管身上洒水冷却。 4)热煨弯后,管内不易铲除的河沙可用浓度15%~20%的在管内存留3 小时使其溶蚀,再用10%~15%的碱中和,以洁净的热水冲刷,再在120~150℃温度下经3~4 小时烘干。
6.2 冷煨弯:
冷煨弯一般用于紫铜管。操作工序的前两道同本条一中的1 和2.随后,当加热至540℃时,当即取出管子,并对其加热部分洒水,待其冷却后,再放到胎具上弯制。。
7.法兰衔接:
铜及铜合金管道上选用的法兰依据接受的压力不同,可选用不同方式的法兰衔接。法兰衔接的方式一般有翻边活套法兰、平焊法兰和对焊法兰等。一般管道压力在2.5MPa 以内选用光滑面铸铜法兰衔接;当压力在6.4MPa 以内时选用凹凸面铸铜法兰衔接。法兰及螺栓材料牌号应依据 公布的有关标准选用。公称 压力在0.25MPa 及6MPa 的管道衔接,选用铜套翻边活套法兰或铜管翻边活套法兰。
7.1 与铜管及铜合金管道衔接的铜法兰宜选用焊接,焊接办法和质量要求应与钢管道的焊接共同。 7.3 铜及铜合金管道法兰衔接中的垫片一般可选用橡胶石棉垫或铜垫片。 7.4 法兰外缘的圆柱面上应打出材料牌号、公称压力和公称通径的印记。例如法兰材料牌号为H62、PN=2.5MPa、 DN=100mm,则印记符号为:H6225-100。 7.5 管道选用活套法兰衔接时,有两种结构:一种是管子翻边另一种是管端焊接焊环。焊环的原料与管材相同。翻边活套法兰及焊环尺度规格详见化工部及原一机部法兰标准。 7.6 铜及铜合金管翻边模具有内模及外模。内模是一圆锥形的钢模,其外径应与翻过管子内径持平或略小。 7.7 钢管翻边衔接应坚持两管同轴,其误差为:公称直径 ≤50mm,≯1mm;公称直径≥50mm,≯2mm。 7.8 铜法兰之间的密封垫片一般选用石棉橡胶板或铜垫片,但也能够依据运送介质温度和压力挑选其它原料的垫片。
