



<金昌>神悦钢材有限公司
E.金昌镀锌螺旋管管材焊接:焊缝质量必须符合GB50268-97 4.2的有关规定,焊缝应平整,宽度均匀,根部熔深,无明显的凸起缺陷和咬边现象,焊缝增强应比管面高2mm左右,将凹槽的边缘焊接2-3毫米。 F.金昌镀锌螺旋管管道与法兰的焊接,管道应插入法兰的三分之二,法兰与管道应垂直,二者与轴线重合。 成品金昌镀锌螺旋管经水冷后排出,但毕竟经过高温加热后,水冷后螺旋水管的温度仍然很高,因此在取下螺旋管后应注意以下几点。 冬季在金昌镀锌螺旋管的生产过程中,环氧粉末和粘合剂应比平时大1%,以达到实际所需的厚度。 将金昌镀锌螺旋管下线后不要暴露在高温下。暴露很容易导致PE层膨胀,进而导致钢管的外壁膨胀,从而达不到防腐效果。 取下螺旋钢管后,切勿淋雨。雨后很容易在管接头处引起渗水。
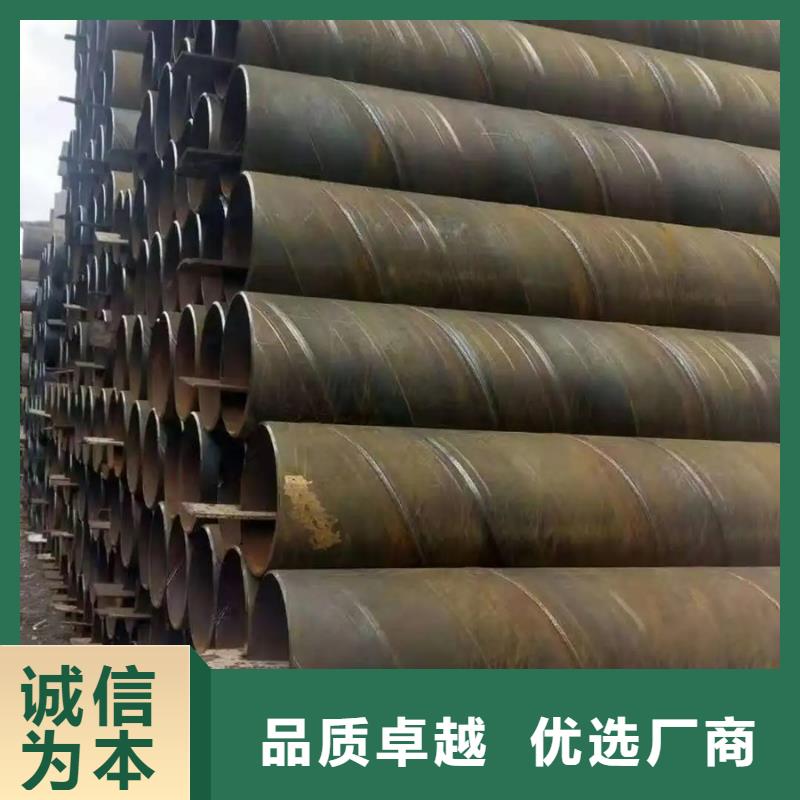
常用的两种带颈法兰形式 a)金昌16mn螺旋管插入对接形式 b)金昌16mn螺旋管直接对接形式8.6.3.2法兰选型国内的带颈法兰主要有对焊螺旋焊管和平焊两种形式。带颈对焊法兰仅有一条环向焊缝,工作量相对较小,其焊缝等级要求高但焊缝质量可检测,只要工艺措施控制得当,质量容易得到保证 金昌16mn螺旋管带颈平焊法兰有两条角焊缝,工作量相对较大,其焊缝等级要求低但焊缝质量检测困难,焊缝质量难以控制,而且两条角焊缝离开较远,实际受力不均匀。此外,平焊法兰与钢管的连接方式是钢管插入法兰颈内,这容易在钢管外壁与法兰颈内壁之间产生一定的间隙,如果角焊缝存在砂眼、夹渣等法兰酸洗时。


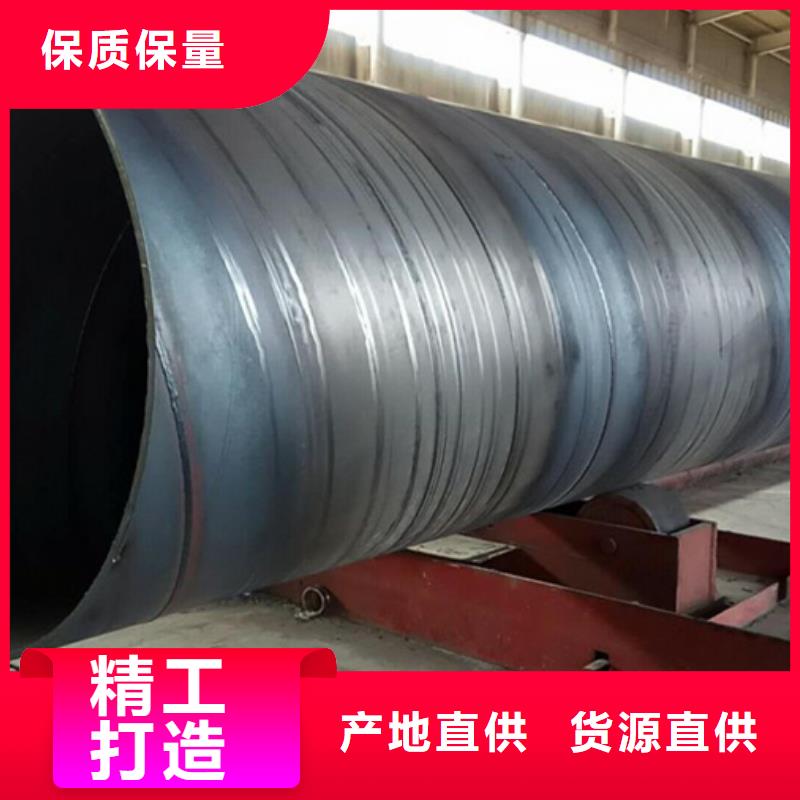
2.金昌防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.金昌防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.金昌防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.金昌防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.金昌镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
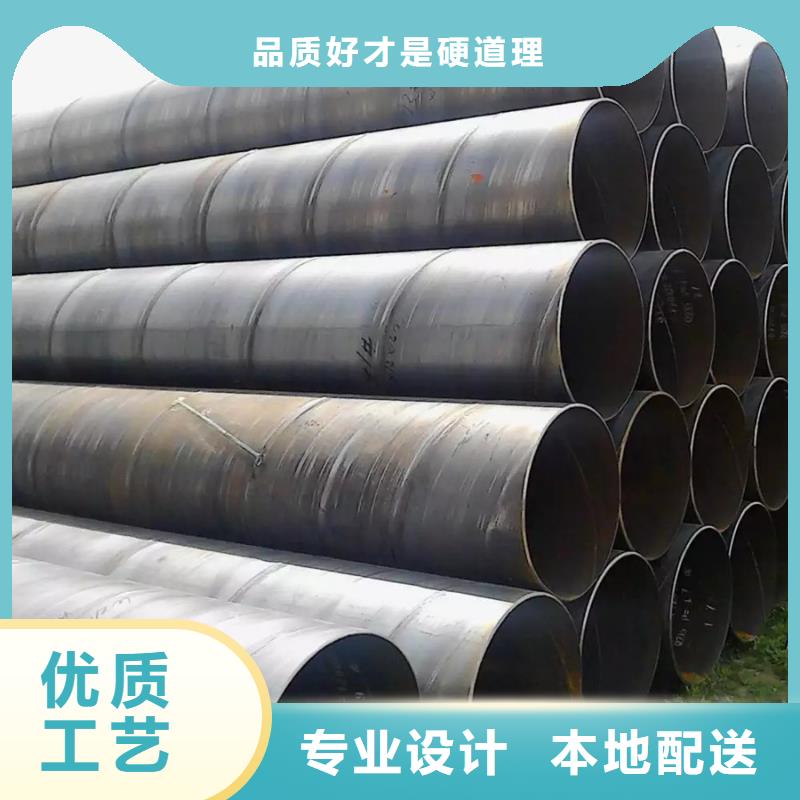
金昌螺旋管主要用于供水工程、石化工业、化工、电力、农业灌溉和城市建设。用于液体运输:给排水。天然气运输:天然气、蒸汽、液化石油气。结构用途:用于桩管和桥梁;用于码头、道路、建筑结构等。 金昌螺旋管的主要技术特点: 1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。 2.先进的双面埋弧焊技术能实现 位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。 3.金昌螺旋管为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。
