







设定止水铜片的部位并不是一个一次性现浇混凝土构架,盐城铜止水必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。铜止水
次之,设定几个止水铜片难题,针对低坝和50m下列中坝能够 只选用一道底端防水。中坝及100m下列高坝宜设定底,顶端两条防水。100m之上的高坝宜采用底,顶端两条防水,或底,中,顶端三道防水。
第三,不一样坝高的压性竖直缝均应选用硬平缝构造,只需选用一道底端防水。缝的一侧缝面该涂沥清保湿乳液等防粘合剂。止水铜片下应设定PVC垫圈并粘接在混合砂浆垫座上。止水铜片两边底角应设定沥清止浆条。高坝张性竖直缝宜选用底,顶端两条防水,中,低坝可只选用一道底防水,其构造同压性缝。
第四,在止水铜片的固定不动时,应尽可能确保止水铜片与变形缝的中心线相匹配,避免挪动,而且二块止水铜片必须 电焊时,电焊焊接必须 不断检测,防止出现焊接,为了更好地确保激光焊接品质,可选用双面焊。
第五,拐角处的止水铜片解决难题必须 挑选适当的止水铜片连接头, 是采用一次性成形铜防水连接头。
隧道止水,采用铜止水和橡胶止水相结合的方法,盐城铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且高效。
隧道铜止水带拼焊施工要点如下:
1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料;
2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量;
3、选择合格的一次性成型的止水铜带;
4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量;
5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。
铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
盐城铜止水 止水铜片根据不同定义分类有多种方法,今天重点跟大家谈谈根据设计安装方向来区分的水平止水、垂直止水、弧形止水他们三者之间的区别,具体在什么地方使用主要取决于该水利工程的具体止水功能与位置,无论是何种建筑物,都需要设置防渗系统,而止水铜片是防渗系统中的基础工程。
止水铜片的水平止水是指:将紫铜铜止水材料安装在水平地面上的安装方式,如道路止水系统以及屋面止水,施工缝设置在底板或者是垂直墙面以及水平地面连接处的止水系统;
止水铜片的垂直止水是指:施工缝设置在墙上的止水系统;
止水铜片的弧形止水是指:安装在涵洞、隧道、船闸等拱形处的止水系统。
水利工程建筑结构各有千秋,不同位置的防渗系统也不尽相同,要做好止水铜片的设计至关重要,止水铜片通
常埋在水工建筑底部或中部、侧面,是关乎整个工程的基础建设,这里我们分特殊性止水铜片设计和普通性止水铜
片设计两大类。
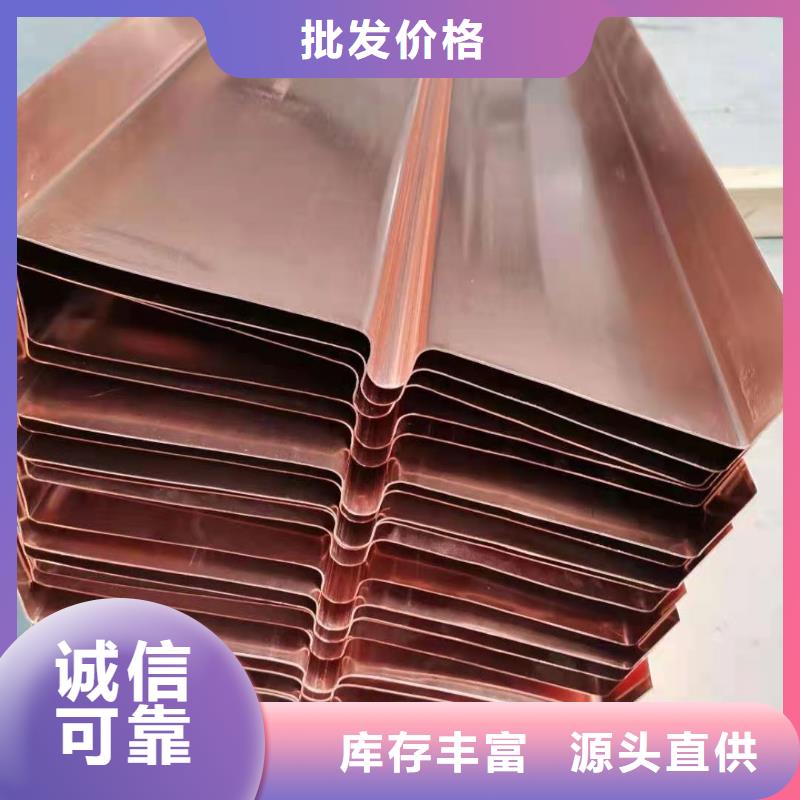
普通性止水铜片通常是指水平止水,根据水工建筑物防渗区域的尺寸选择止水铜片,为了镶嵌牢固一般选择加
工成W型或F型即可使用。而特殊性止水铜片就包含了变形性止水片,特殊性止水铜片其一是指垂直止水、圆弧形止
水,他们都是根据建筑物形状和位置来确立的止水形状。
其二是指针对变形可能性较大的地区而使用,比如地震带,地壳活跃区域,那么就需要使用变形性止水铜片,而根据变形大小,又可分为中部变形型止水铜片波形止水铜片。即在止水铜片的中部设置类似鼻子形状的拱形,这个拱形俗称“鼻子”,这个“鼻子”会使止水铜片有可伸缩的部分,可吸收接缝位移,减小由于接缝位移对止水铜片的影响,“鼻子”宽度和高度的确立需要根据接缝位移的多少来设计。波形止水铜片原理和设计与变形性止水铜片相同,但使用位置不相同,根据面板堆石坝周边等大变形特点而定制的,它也是安装在接缝的表面,其波数和波尺寸同样是根据接缝位移的大小而设计.
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
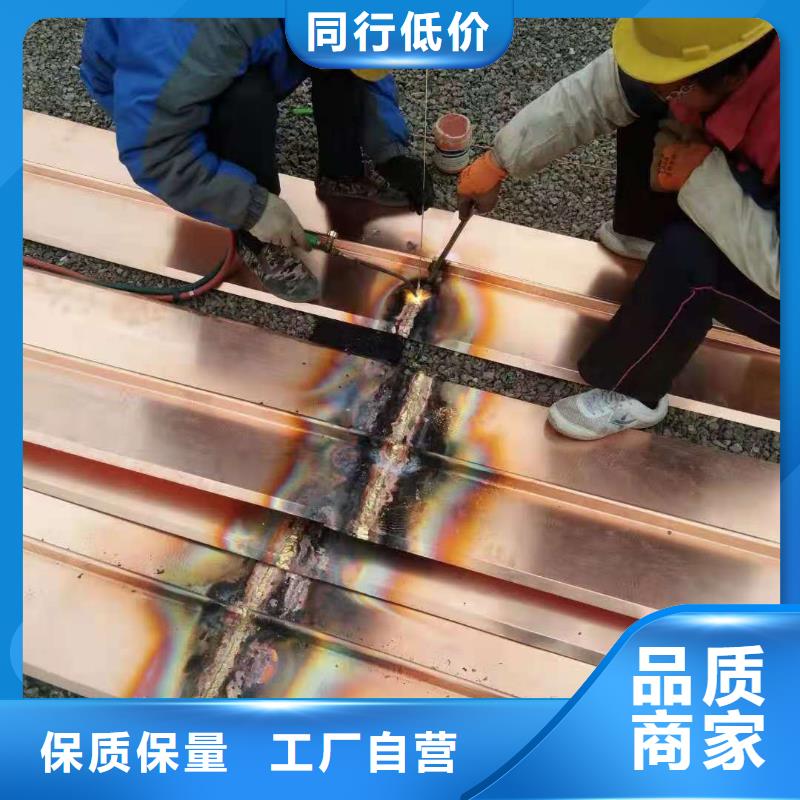
止水接头现场焊接施工工艺及方法
盐城铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在
焊粉中,焊粉采用气剂301.
B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;
或砂纸去除表面油污和吸附的气体。
C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成
脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。
D、焊前首先将焊件预热:预热温度为400 500‘C。
E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,
同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
