





乌兰察布镀锌管高韧性镀锌无缝钢管不允许用阳极除油; 在热处理过程中,严格控制乙醇和丙烷气体的滴加量; 在电镀过程中,碱性镀液或高电流的镀液中透氢量较少。在使用氢扩散率低、氢溶解度低的镀层时,一般认为在Cr、Zn、Cd、Ni、Sn、Pb的电镀过程中,渗入铸铁的氢很容易残留,而 Cu、Mo、Al、Ag、Au、W等镀锌无缝钢管镀层的氢扩散率低,氢溶解度低,渗氢少。在满足产品技术标准的情况下,可选择不易渗氢的涂层,如机械设备热镀锌或无铬锌铝涂层,不易渗 引起碱脆,具有较高的耐腐蚀性,附着力好,比电镀工艺更环保。
电镀原位应力和电镀后脱氢,以消除碱脆的安全隐患。 乌兰察布热浸锌管在热处理、焊接等工序后内部残余地应力很大,则应在电镀前进行淬火处理以解决问题。 淬火去除原位应力实际上可以降低零件的内应力。 减少了捕集器的总数,从而减轻了碱脆的安全隐患。 涂层的厚度是可控的,因为涂层覆盖在标准件的表面,涂层在一定程度上具有氢气向外扩散的天然屏障作用,会阻挡氢气向外扩散到工件表面。 在标准部分之外。 当镀层厚度超过2.5μm时,氢气很难扩散出标准件。 因此,对于强度<32HRC的标准件,涂层厚度可规定为12μm; 对于强度≥32HRC的高强度螺栓,涂层厚度应控制在8μmmax。
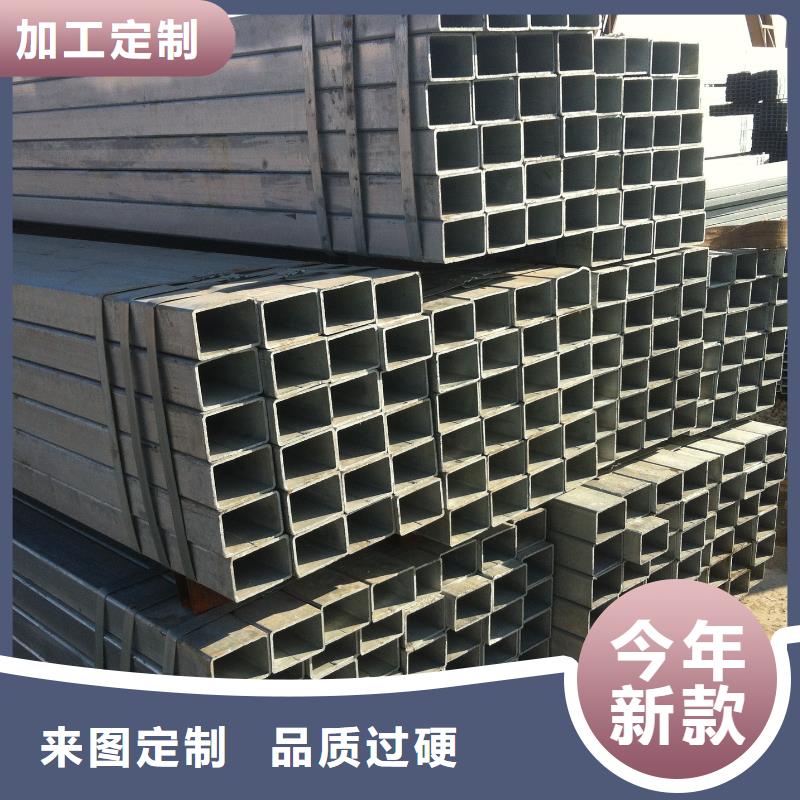
乌兰察布16mn镀锌管部分光亮热处理设备相当大。因此现阶段优秀的光明热处理设备一般在其制冷段采用强对流制冷,并设置三个制冷段,可独立调节排风量。沿冷轧卷板总宽度分为三段,冷轧卷板冷却速度根据排风量的延伸方式进行调节,属控制器型。镀锌无缝管原色简单,用刨床生产加工。镀锌无缝管的所有人员原材料全过程采用 热处理方法。可定制特殊规格型号的数控立式车床。非常容易上手,使液压驱动系统在持续的日常任务中牢不可破。解决表面喷漆问题,应坚持一定的平整度和平整度。
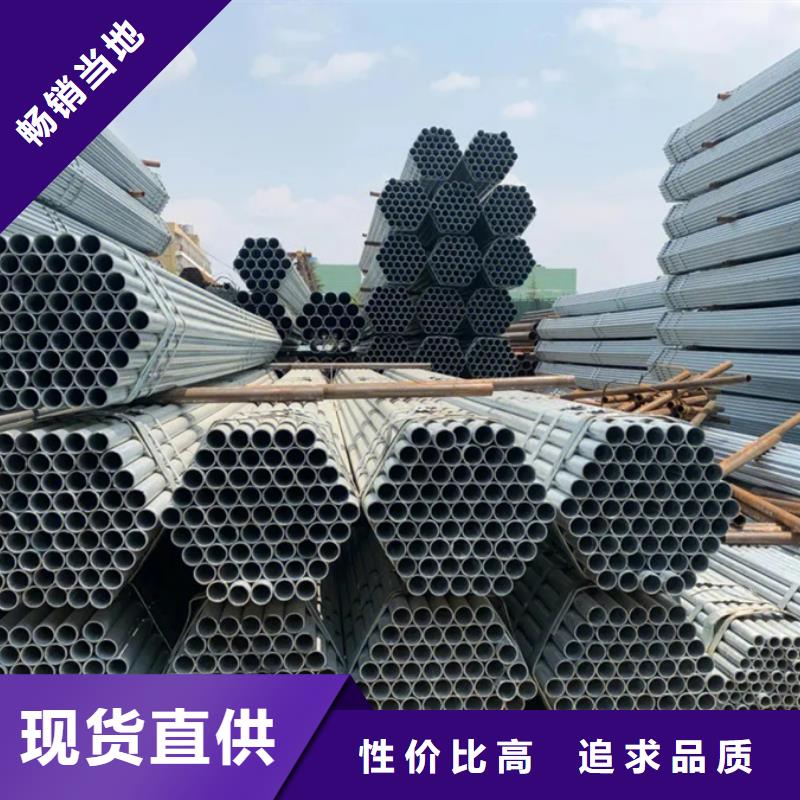
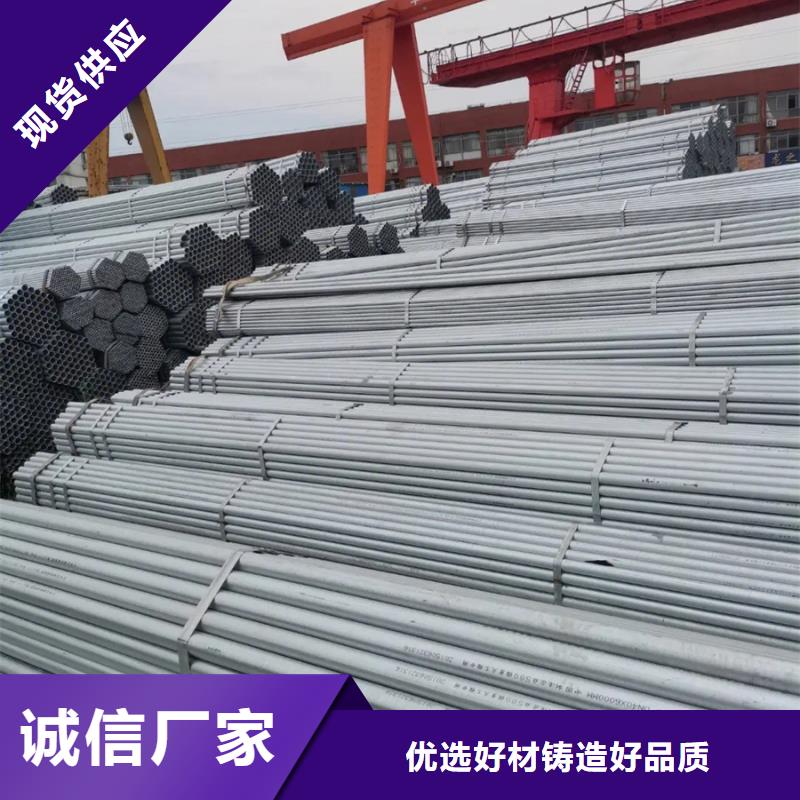
乌兰察布镀锌钢管厂为您介绍镀锌钢管未来发展。为了提高镀锌钢管的使用寿命,国外大力发展焊管内外表面的金属镀层和非金属镀层技术。 钢管表面涂层的经济效果是显而易见的。 无损检测技术的发展在很大程度上保证了镀锌钢管的质量。 采用无损检测,一方面可以检查管材的缺陷,保证焊管使用的可靠性。

同样,这种类型的液压系统经常出现在来回速度相同但驱动力不大的区域,例如数控磨床控制台。 乌兰察布镀锌管冷处理前,应在沸水中煮沸30秒,可降低15%左右的热应力。 冷处理可按传统方法进行。 选择负60度,然后在负120度进行制氢是基本方案。 固溶温度越低,精密镀锌方管越高,会导致残余马氏体转变为奥氏体,但不太可能完全改变,经过试验可以发现,大部分都是2左右的残余 %,那么此时必须保留残余马氏体,可以起到缓存作用。
据了解,的高品质主要体现在规格精度和表面光洁度的高低上。 即使经过调质处理,乌兰察布镀锌方管表面也不会有空气氧化膜,冷拔也不会变形,因此可以进行更复杂的加工制造方案,这些都是的优点 管道。 在强大的外力作用下,的抗塑性变形和抗断裂工作能力得到了一定程度的提高。 的描述表明,过渡膜中抗腐蚀性较弱的部分由于自激反应会产生点腐蚀反应,产生的小孔会与靠近的地方形成强腐蚀性水溶液。加快蚀刻速度。

当我们购买时,我们更关注它的质量。乌兰察布镀锌管一般的方法是可能性和观察,但这种方法对极少数客户有效,但对很多客户来说费时费力,质量可能无法准确区分。对于此类问题,建议在采购的小范围内进行大量的检验,然后以下是技术专业技术专业如何进行质量检验的。
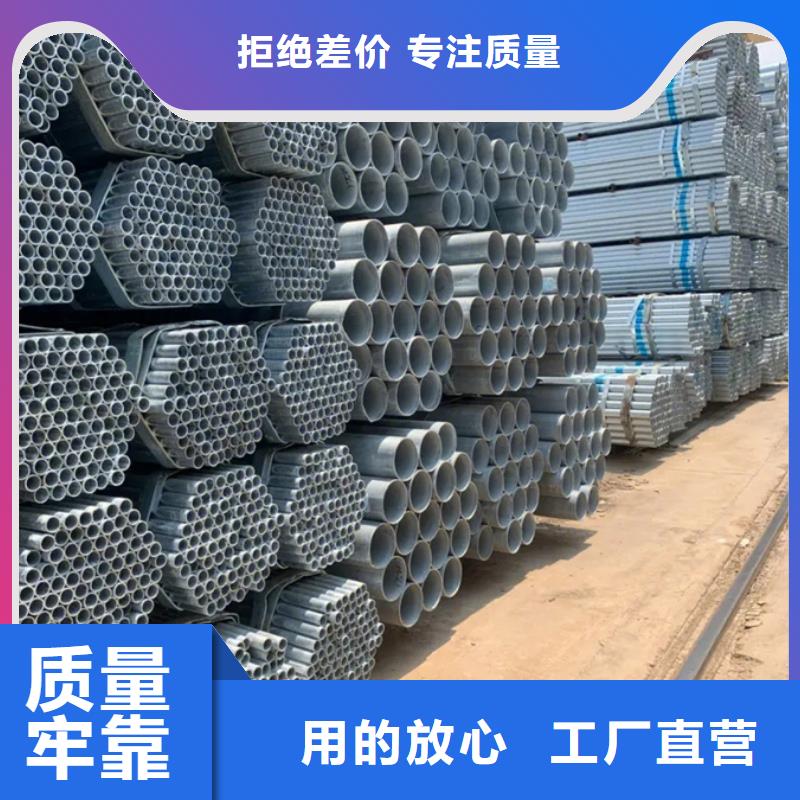
粗糙面层的产品质量检验可以在集成自然光源下进行,距离可以为45±5cm。抛光焊接钢管表面产品的质量检验应按照抛光表面质量检验标准进行。焊接钢管化学成分分析委托外部检验机构进行检验。 根据产品质量检验规定,对进行表面质量的简单随机抽样检测。使用差动千分尺对称且精确地测量三个焊接钢管直径,通过低值和小值之间的差值表示。

