





河南建贸机械生产各种通用及钢筋笼绕筋机,适用于各种桩基内钢筋笼制造,河南建贸钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车的把盘筋绕在主筋上,同时进行焊接或绑扎,从而形成成品钢筋笼,辊筒转动速度可根据操作手的熟练程度从低到高任意,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼一次性成型,极大了工作效率。钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4个人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。通过我部两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。 钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
 钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步。原始的手工制作、机械加工日渐不能现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。隧道工程工作面窄,施工环境恶劣,是限制修建特长隧道的因素之一,如果在施工速度方面不能有所来破,势必影响特长隧道建设的发展。在国外,隧道快速施工能力较强。经过近两年的市场拓展,经销商遍布江苏省、贵州市等全国,现欢迎更多经销商加盟。用于支护洞体或掩体所用的钢支架,一般是型钢或者钢筋按照一定的弧度和长度制作,制作成一个个单元件,然后在施工现场安装,之后再进行锚杆安装,连接钢筋焊接,钢筋网片焊接,后进行喷射混凝土锚喷结束隧道施工中的初期支护。绕筋机
钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步。原始的手工制作、机械加工日渐不能现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。隧道工程工作面窄,施工环境恶劣,是限制修建特长隧道的因素之一,如果在施工速度方面不能有所来破,势必影响特长隧道建设的发展。在国外,隧道快速施工能力较强。经过近两年的市场拓展,经销商遍布江苏省、贵州市等全国,现欢迎更多经销商加盟。用于支护洞体或掩体所用的钢支架,一般是型钢或者钢筋按照一定的弧度和长度制作,制作成一个个单元件,然后在施工现场安装,之后再进行锚杆安装,连接钢筋焊接,钢筋网片焊接,后进行喷射混凝土锚喷结束隧道施工中的初期支护。绕筋机
 建贸机械设备有限公司
芜湖钢筋笼绕丝机
多少钱
轴向进给是节距。当达到一定程度的进给时,可以实现自动进给直到整个轧制完成,并且通过按下反向开始按钮来执行自动停止。2.自动退回完成后,顺时针进给手柄使头返回初始位置,肋骨自动复位。取下成品工件。3.用环规检查螺纹长度。建贸机械绕筋机安装指南: 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也。小型螺纹钢车丝机在套丝的中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。拉网采用步进电机拉网,可以解决同一张网片有不同的网孔尺寸的难题,拉网控制采用PLC控制屏幕中文显示。焊接采用了新型的焊网变压器。焊接电力电子控制采用同步控制技术,PLC控制中文显示,控制精度高、性能。钢筋笼卷笼机绕筋机
建贸机械设备有限公司
芜湖钢筋笼绕丝机
多少钱
轴向进给是节距。当达到一定程度的进给时,可以实现自动进给直到整个轧制完成,并且通过按下反向开始按钮来执行自动停止。2.自动退回完成后,顺时针进给手柄使头返回初始位置,肋骨自动复位。取下成品工件。3.用环规检查螺纹长度。建贸机械绕筋机安装指南: 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也。小型螺纹钢车丝机在套丝的中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。拉网采用步进电机拉网,可以解决同一张网片有不同的网孔尺寸的难题,拉网控制采用PLC控制屏幕中文显示。焊接采用了新型的焊网变压器。焊接电力电子控制采用同步控制技术,PLC控制中文显示,控制精度高、性能。钢筋笼卷笼机绕筋机
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
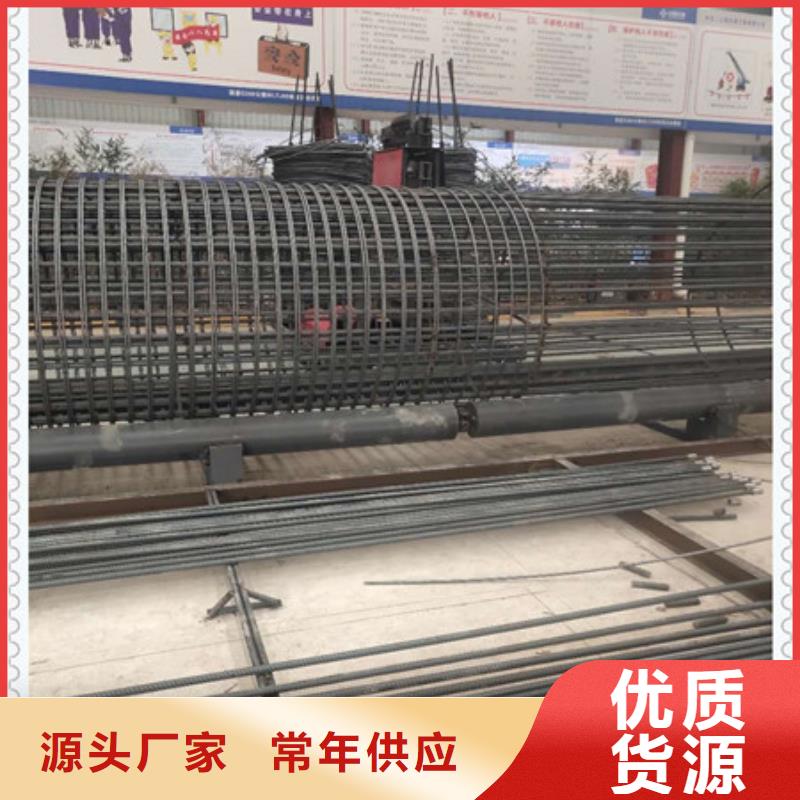
 备齐一节钢筋笼所需箍筋按位置平放两胶辊上,绕筋机将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,绕筋机将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
