


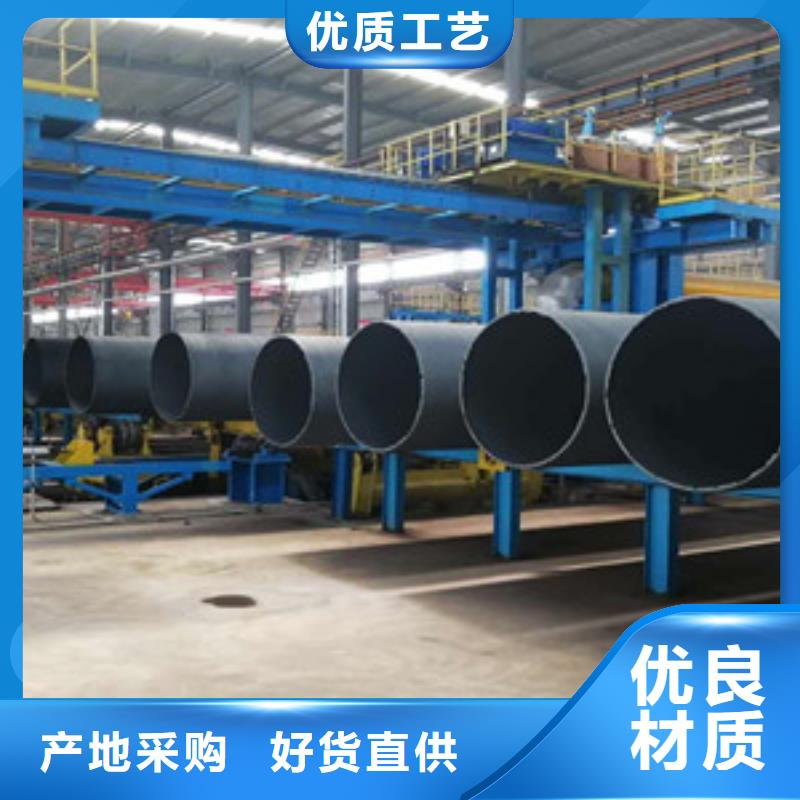




提高球铁管的入炉温度在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。球墨铸铁管道在山区等爬坡环境中应用时,需求考虑止脱计划,以防止柔性接口脱开,水泥支墩是一种常用的止脱方法。水泥支墩的形状、体积以及放置方位与爬坡的坡度、土壤类型、埋深、管道口径等很多因素有关。在一些偏转视点大的当地,可通过灌装混凝土制造水泥支墩、镇墩的方式实现和确保拐弯处不受水力压力影响导致接口漏水或掉落。
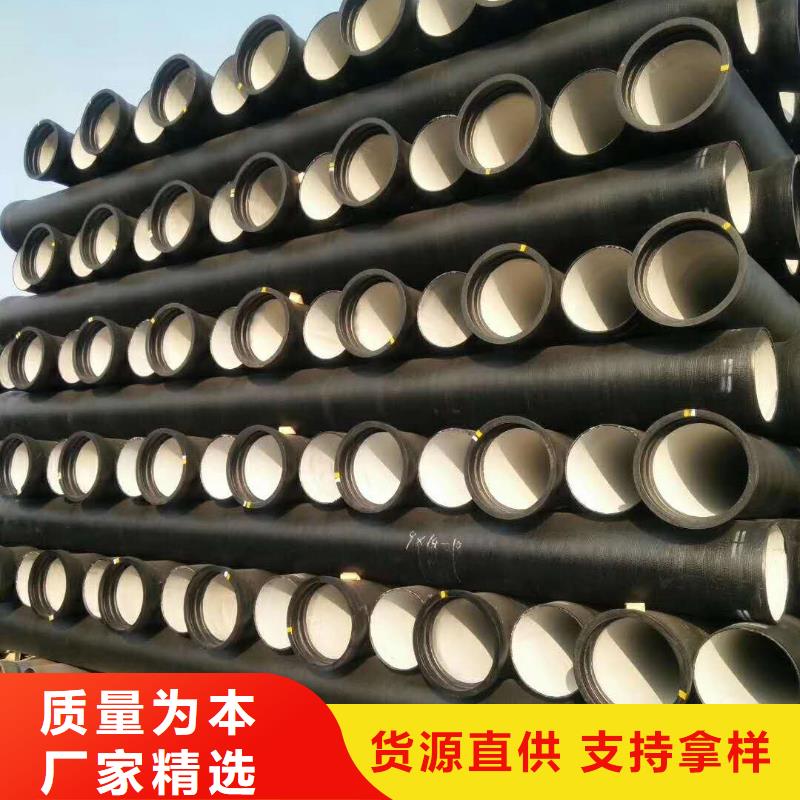
球墨铸铁管在日常生活中越来越普遍,但是依然有很多客户依然不知道改如何选择球墨铸铁管,今天我们就来详细的了解下,我们可以从一下四个方面来分析下选择球墨铸铁管需要注意的问题: 眼下天气马上变冷,值得注意的是,球墨铸铁管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。另外,如果项目所采用的球墨铸铁管在质量上是符合 标准的,消失模是干砂、负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。随着该工艺的不断发展和完善,已广泛用于成批生产。 那么我们应该注意胶圈、焊接等的交直流两用。

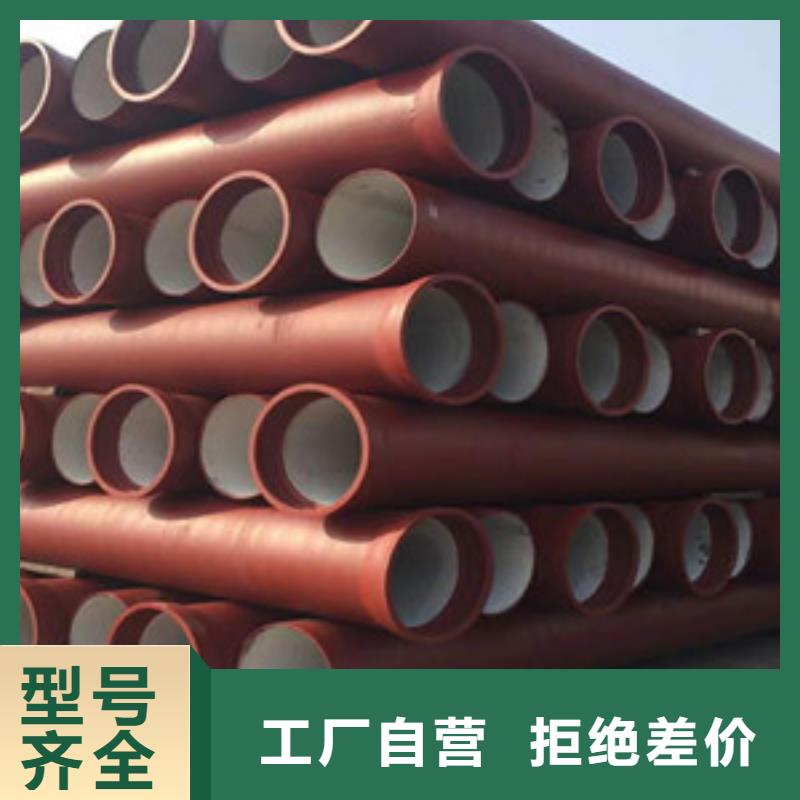
球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,机械的对接口底子不可以承受更加高的运用内部和外部负载时常常会呈现不可以防止的破裂然而坏了裂纹等这些现象地质的条件以及负载的条件下的改变都容易发生脆性以及开裂的管体紊乱和走漏目前似乎都早已基本上退出了商场。
气泡法是将工件浸入水中,用压缩空气填充,然后从中收集气泡以测量泄漏量。涂抹法是一种能在工件表面产生一定压力的肥皂、水等气泡,并观察气泡情况来检测泄漏尺寸的液体。操作简单,这两种方法可直接观察区和渗漏的情况,但因为我事先不知道工件的泄漏定位和几个泄漏,很难收集所有的气泡,影响测量的准确度;其次,对大型、笨重和复杂的部分,气泡附着零件的底和折叠,不易观察。试验结束后,对工件进行清洗干燥,不能实现自动定量检漏。球墨铸铁管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。并且关键在于验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。
