

<大同>神悦钢材有限公司
大同热镀锌管的选择应考虑实际操作规范,如手动或自动操作,面板机的特点和类型,以及约束原材料的质量要求,如强度和光泽度。此外,在选择热镀锌钢管的有效厚度时,要了解其使用时间、质量和弯曲应变,还要考虑板材在工作压力下的抗拉强度要求;传热特性;工作压力的普遍性,螺母的规格。如果热镀锌钢管不够厚,很容易弯曲。 如果厚度很大,大同热镀锌钢管过重,不仅会增加热镀锌钢管的成本,还会继续给实际操作造成不必要的困难。此外,还应考虑热镀锌钢管的生产量或使用量。没有均匀的厚度,但同一热镀锌钢管的厚度应尽可能均匀。一般来说,中型钢管的厚度公差在0.05-0.15mm之间。如果要求太严格,切割成本就会增加。一般是结构热镀锌钢管,抗拉强度和强度都比较强,抗工业设备损坏的专业能力高,使用寿命长,但研磨抛光的生产成本也比较高。一种是有机化学着色法,利用特殊的有机化学有机溶液进行氧化,在热镀锌钢管表面形成一层彩色薄膜。重铬氧化物法、混合醋酸法、橡胶材料法。包括pH氧化和部分碱氧化。
大同镀锌管件调质后,视角仍然偏高,二次淬火测量需要提高20~50℃。否则,视角将难以上升。大同镀锌方管件经过超低温淬火后,简单的设计已经被油冻住了,而且很容易被水冻住。方法是避免反映其三种淬火延展性。对于淬火和快速冷却后的工件,在不需要时应进行去应力处理。 反映调质工件的质量,操作人员的水平是关键因素,调质前的设备、材料、生产加工等多方面原因。 我们认为,工件从热处理炉迁移到冷冻罐正在进行快速湍流,工件进水量的测量已经下降到Ar3零边界点以下,导致产生所有人员,工件丢失 热处理结构不完整,满足无视角要求。由于整个机械冰冻液的独特开发,各大手游大作都会以冷时为主。装炉工件数量要合理,以1~2层为宜。工件的重叠会导致加热不均匀,导致视角不均匀。工件应放置在离水一定距离的位置,工件应靠近水汽膜进行分解,导致工件的面对面视角降低。


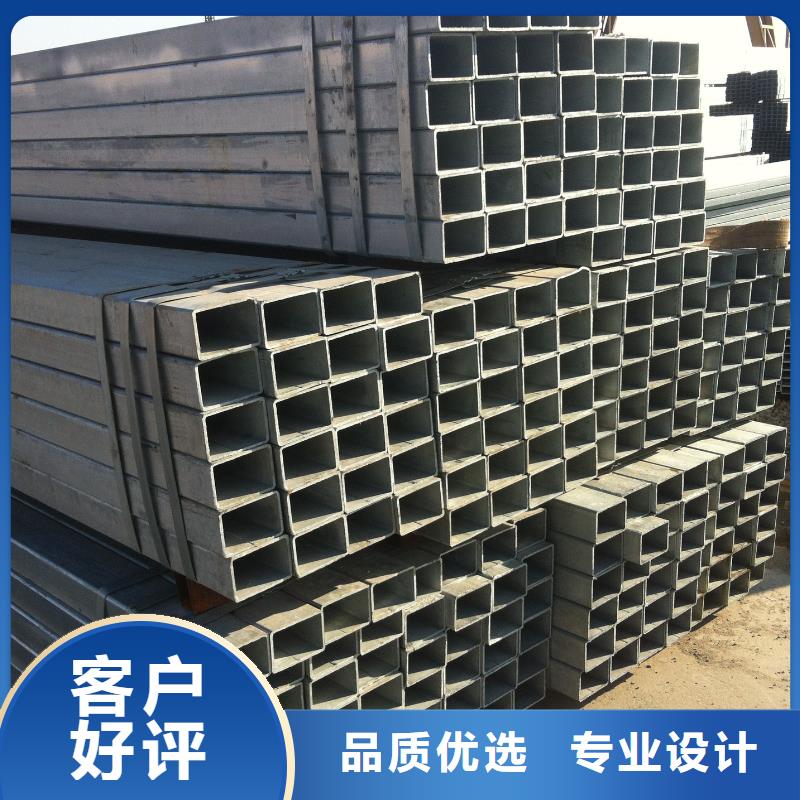
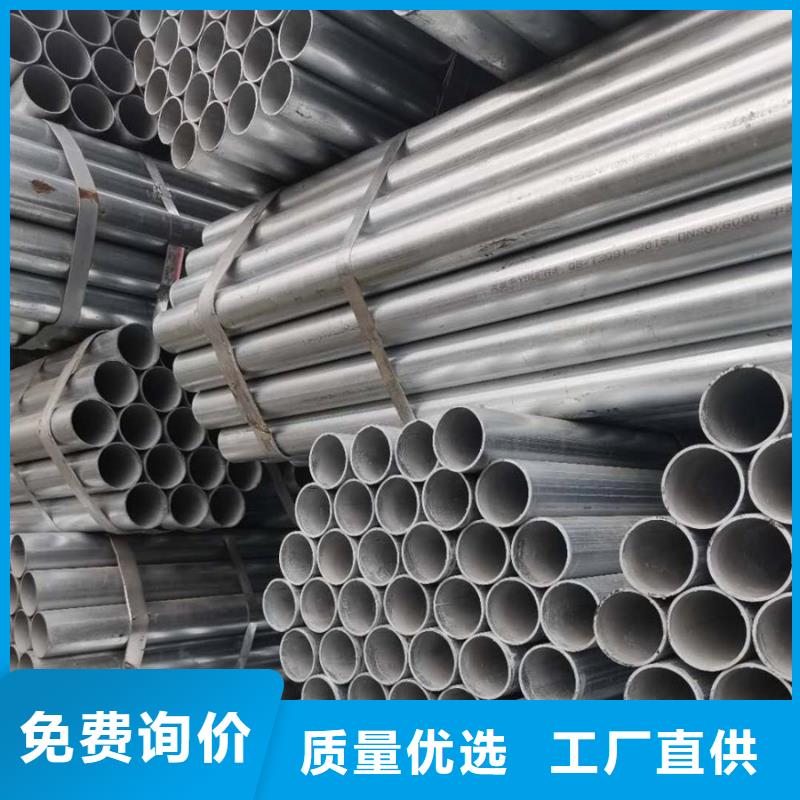
首先,大同镀锌管应分批提交验收,配料规则应符合相应产品标准的规定。一般情况下,焊接钢管管径较小时,一般采用直缝焊,大口径钢管多采用螺旋焊。 按钢管端部形状可分为圆形焊接钢管和异形焊接钢管。 异形焊接钢管主要是指方形和矩形镀锌方管。 按材质和用途不同分为矿用流体输送用焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊用电焊钢管。 根据现行 标准中的规格尺寸表,外径和壁厚从小到大排序。其次,在大同镀锌方管的检验过程中,应进行的检验项目、取样数量、取样部位和试验方法应符合相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧根组分批取样。 在分析检测结果时,如果某项不符合产品标准的要求,应剔除不合格的,从同批次的直缝钢管中抽取双倍的样品进行检验。 重新检验合格的项目。复检不合格的,该批直缝钢管不予发货。 如果复检结果仍不合格,则镀锌方管需一根一根验收,或重新热处理,重新提交一批验收。 产品标准未作特别规定的,应按冶炼成分对镀锌方管的化学成分进行验收。
当我们购买时,我们更关注它的质量。大同镀锌管一般的方法是可能性和观察,但这种方法对极少数客户有效,但对很多客户来说费时费力,质量可能无法准确区分。对于此类问题,建议在采购的小范围内进行大量的检验,然后以下是技术专业技术专业如何进行质量检验的。 粗糙面层的产品质量检验可以在集成自然光源下进行,距离可以为45±5cm。抛光焊接钢管表面产品的质量检验应按照抛光表面质量检验标准进行。焊接钢管化学成分分析委托外部检验机构进行检验。 根据产品质量检验规定,对进行表面质量的简单随机抽样检测。使用差动千分尺对称且精确地测量三个焊接钢管直径,通过低值和小值之间的差值表示。
