


型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。4. 孕育孕育是提升铸铁质量的重要环节。经过十多年的努力,我国孕育剂基本实现了系列化和商品化。时下,国内孕育剂主要是硅系和碳硅系。硅系孕育剂熔点低,适合于碳高碳低,硫高硫低的各种铁液,应用广。特殊硅铁的孕育作用强,用量少,引起铁液化学成分的波动小,铸铁质量稳定。覆盖面大的首推FeSi-Ba-Ca,它明显增加共晶团数,抑制灰铁中的D、E型石墨而促进A型石墨的形成,提高球化级别,Ba,尤其是Ba、Ca共存时,抗衰退性好。FeSi-Sr是薄壁发动机零件适用的孕育剂,有很优秀的防白口能力,而不明显增加共晶团数,因此可根除因缩松而招致渗漏的弊病。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和微合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。山东鹏瑞管业有限公司球墨铸铁管
<淮安>鹏瑞管业有限公司 淮安给水DN450球墨铸铁管物流快捷
淮安给水DN450球墨铸铁管物流快捷
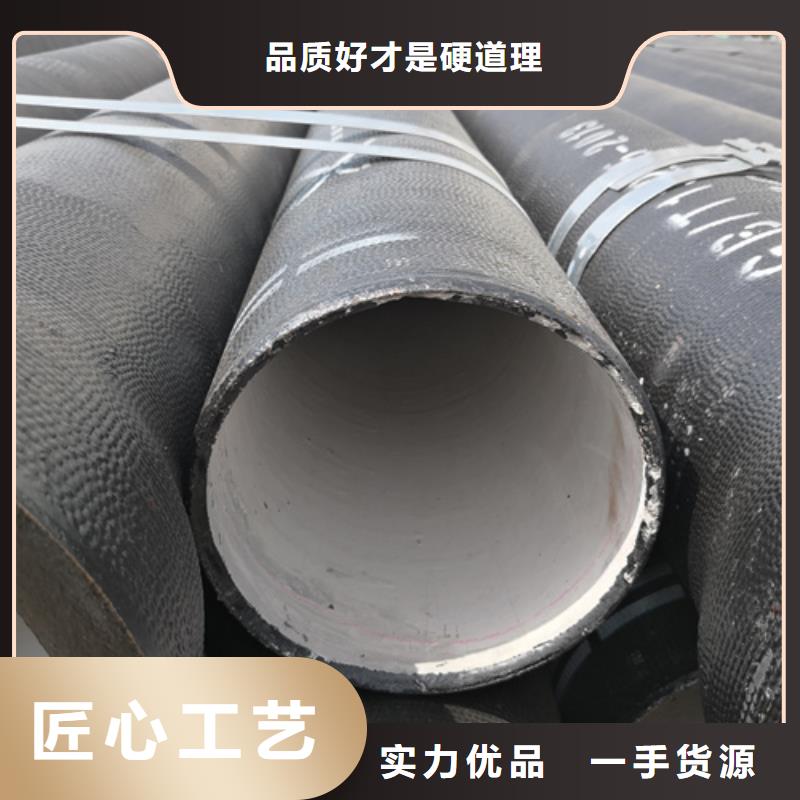
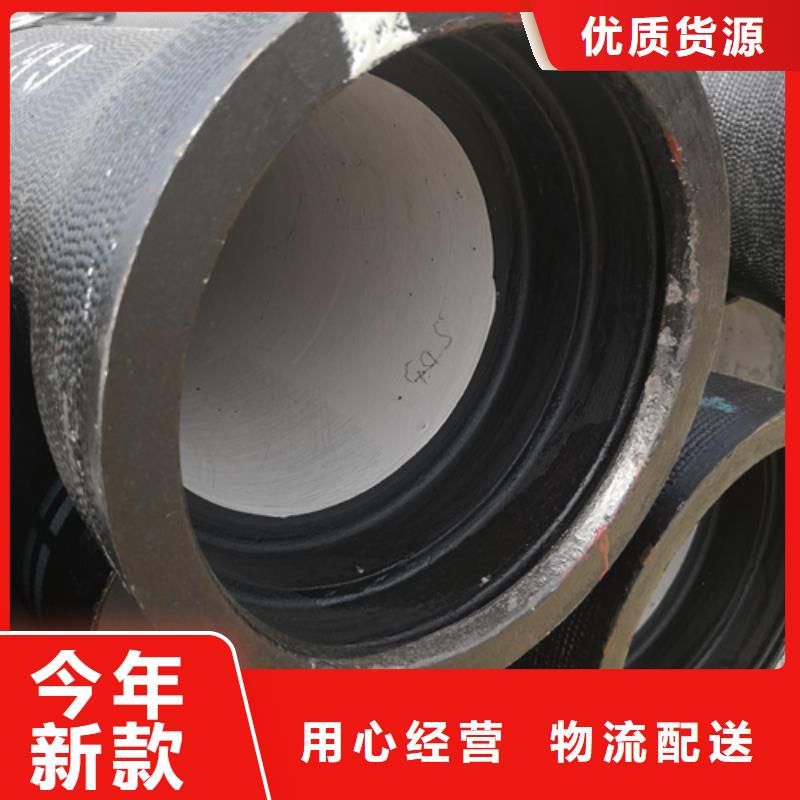
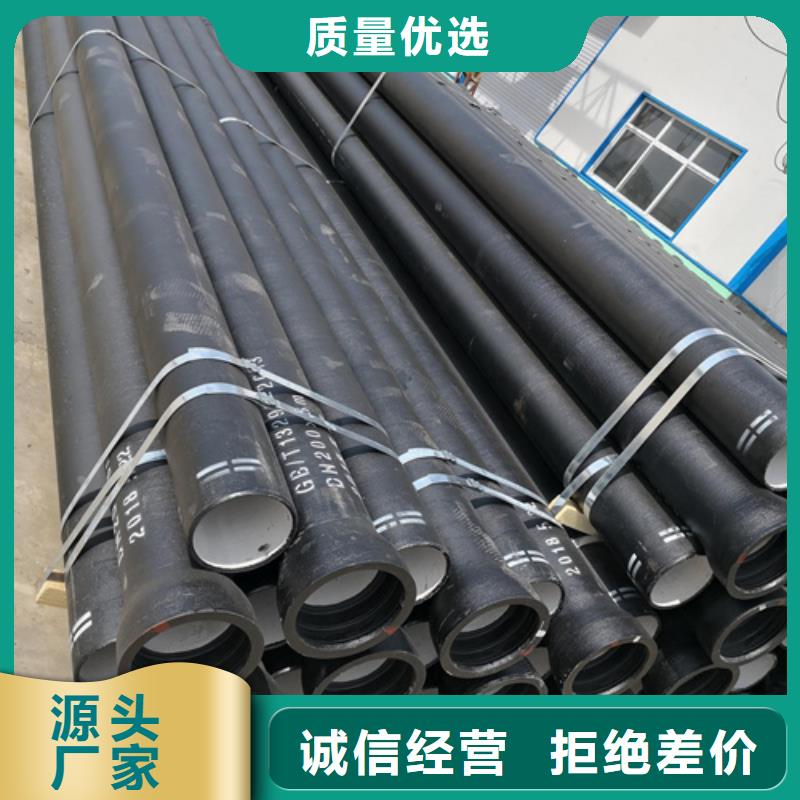
球墨铸铁管与普遍铸铁管的性能比较: 球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今世界进工艺,不同工艺球墨铸铁技术性能 它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,球墨铸铁管在中、*********的给水管中已普遍采用; 球墨铸铁管与钢管的性能比较: 钢管可分为有缝钢管和无缝钢管,在给水管中道中一般采用有缝管。与球墨铸铁管相比,钢管具有韧性好、抗拉强度大、管壁薄、耐高压、管材长、接口少等优点,的缺点是耐腐蚀性差、价格高。

 <淮安>鹏瑞管业有限公司
<淮安>鹏瑞管业有限公司
山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。
