


准备好领略直缝焊管-镀锌内涂塑钢管自有厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:直缝焊管-镀锌内涂塑钢管自有厂家的图文介绍



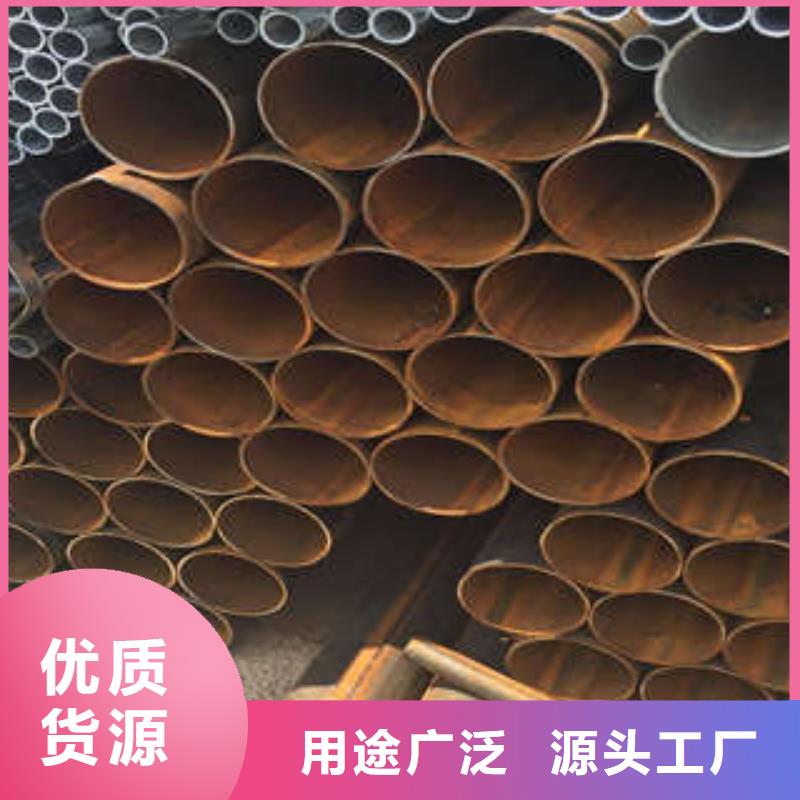
焊管淡季效应明显,焊管终端采购需求的日益;不过目前原料市场的小幅走强以及库存低位均有一定的支撑,导致市场多数商家的观望较浓;不过考虑到年底,厂商多以回款为主,订货积极性普遍较弱,西安耐磨板价格市场价格主流仍偏弱。 管市现货价格阴跌难止,不过宏观方面却利好不断传来。在经济数据回落,出较大的经济下行压力之下,近期在短时间内批复了大量的基建项目建设来拉动投资,以经济。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,后一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。 所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常先进的几条大口径直缝焊管制管线扩径工序中被采用。





鸿顺管道科技有限公司(唐山分公司)作为一家集研发、生产和销售于一体的企业,在 涂塑钢管、衬塑复合管、钢塑复合管、防腐钢管行业近10年以来不管是在 涂塑钢管、衬塑复合管、钢塑复合管、防腐钢管的生产,还是技术应用上都积累了丰富的经验。 涂塑钢管、衬塑复合管、钢塑复合管、防腐钢管质量优异,售后服务周到,深受广大用户好评。


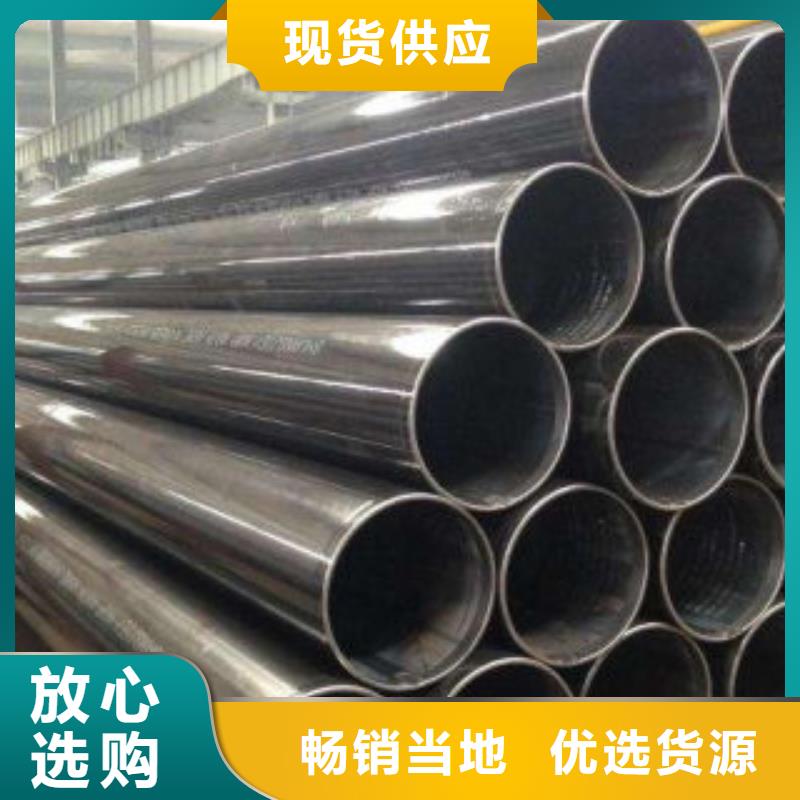
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。




不过也有一些例外,客户需要性好,无锡焊管机械企业就使出了加强型这款说辞,就是将制管机的40口径的轴改为50口径的轴,这就是所谓的加强了,其实工作能力没有变化,只是忽悠了客户一番,作为一个有良知的企业管理负责人,我不希望这样,因为现实意义真的不大。 再比如更为混乱一点的高频无锡焊管机,机组命名更是不好琢磨,有点以管材口径为型 代码,有的以轴径为代码,没有一个统一的标准,你能知道的就是这个无锡焊管机组可以生产你的管材,其他的也不方便进行比较,因为意义不大。 一般情况下,无锡焊管磨具会按照水平轴的轴径来命名制管机组的型 ,比如轴径一般为30/40/50/60/70/80/90/100等,常规的就是这些规格,相应的名称也就是30型、40型、50型等,诸如此类,以此类推。不管无锡焊管磨具如何命名或者区分无锡焊管磨具设备的型 ,还是希望行业组织或者 认定机构,能够一些具体的行业标准,这样才可以使行业正规化,也便于社会和企业的认同.。 短期焊管软延续,焊管报价仍以弱盘为主,从当下的钢管钢市基本面来看,资金层面虽未出现较明显的宽松操作,但收紧力度减弱,对市场压制有所放松,而资本市场短期止跌反抽概率增加提振现货市场信心,淘汰落后产能力度加大以及微效果显现给钢管现货商转好的市场预期,国内钢价已进入后的挣扎。
