





十堰珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管

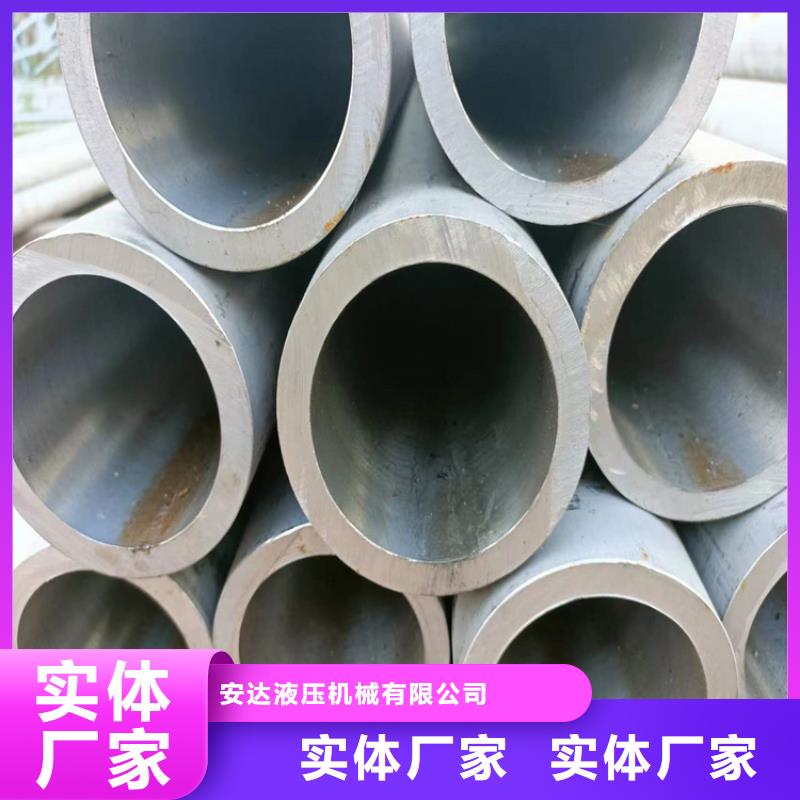
十堰珩磨管油缸管绗磨管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
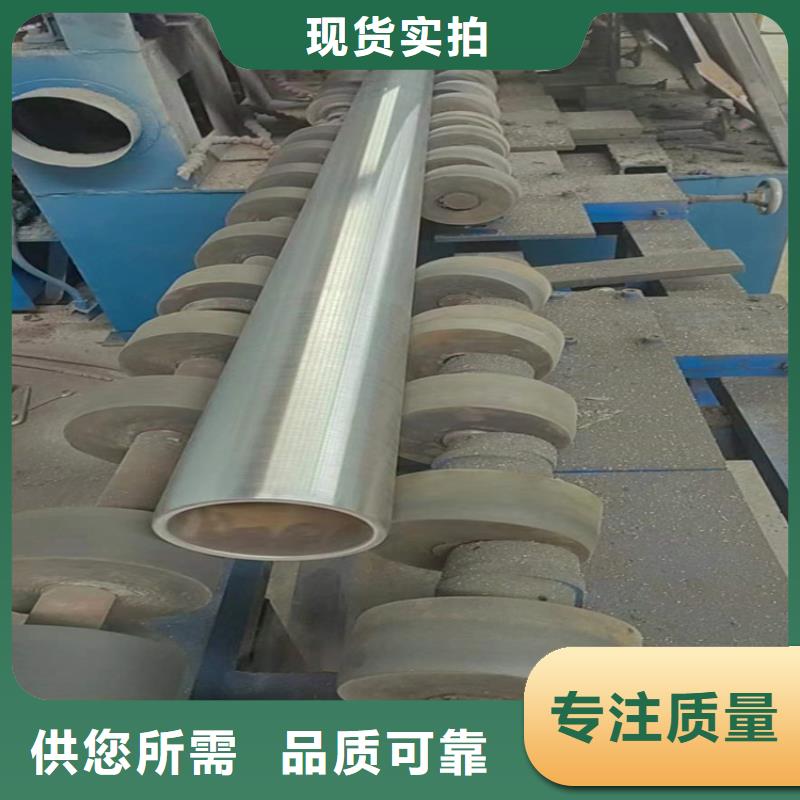
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管
厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。
十堰珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管

十堰珩磨管油缸管绗磨管滚压是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。
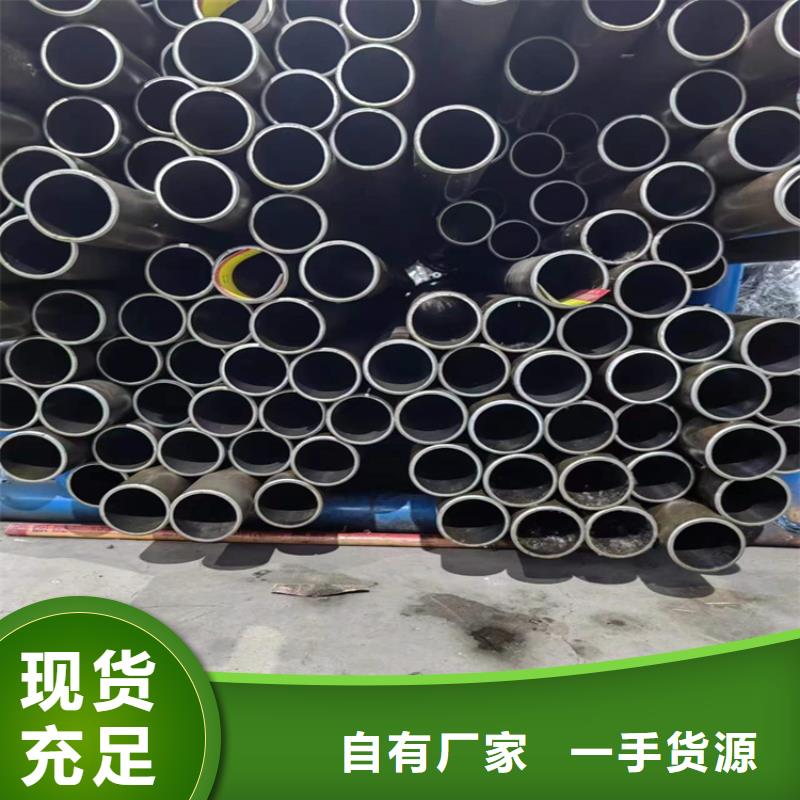
为什么大口径厚壁绗磨管的同心度都没有那么的理想?大口径厚壁绗磨管精密钢管的成品都会有偏心厚度不均匀的问题 但是是怎么产生的呢?很多人都没有搞明白,今天 我们就来讲讲 冷拔钢管 冷轧钢管 热轧钢管等 无缝缝钢管的偏心是怎么产生的,为什么大口径厚壁绗磨管的同心度都没有那么的理想?滚压管

