
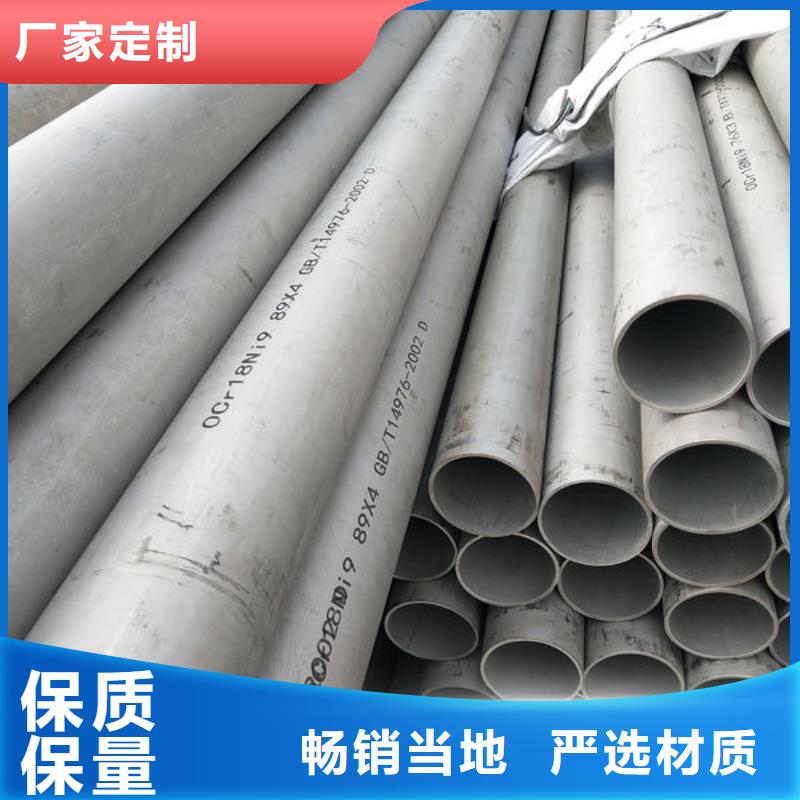

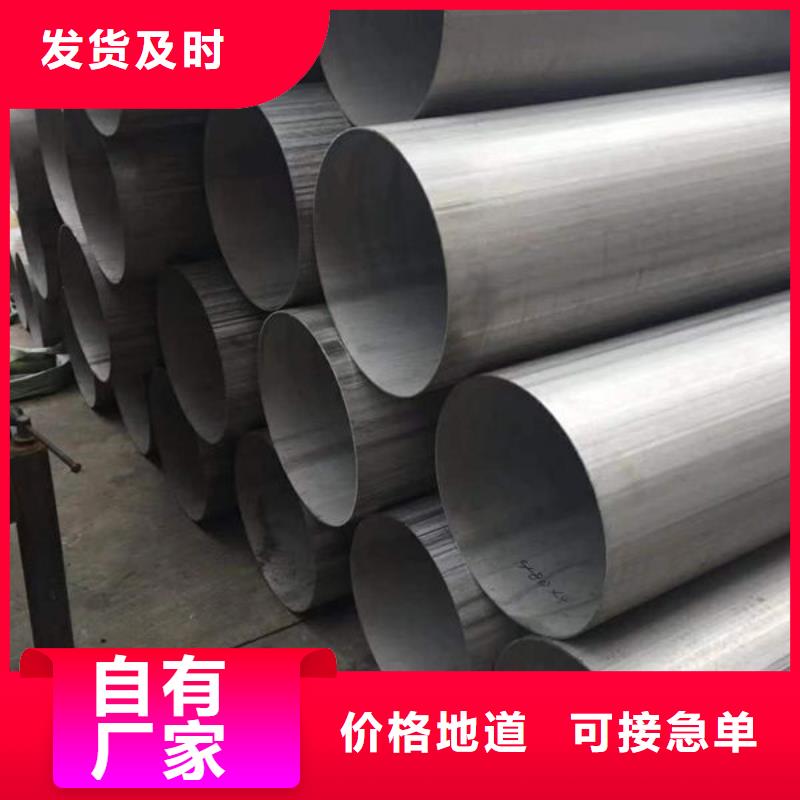








螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
在进行高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
线材要测试的部分来设计密封模具(定制测试夹具)。如果要测试的电线是整条电线,那么就可以将制作一个完整的线材密封模具将整个电线放入密封的模具中进行测试;如果线材只是要测试端口/接口处是不是完全防水,那么就是为线材制作一个卡槽类测试夹具,以便将不需要进行防水测试的一端(或将两端)放在密封测试钢材模具的外面。我们将在全封闭模具的密封过程中使用密封泡棉或者密封圈来处理。在生产线上的整个防水测试过程中,可以根据要求将模具制作成一个可以自动上下开合的压模工具(线材防水测试夹具),然后与戈埃尔线材防水测试及/线材气密性检测仪结合进行防水测试。当检查员使用电线防水测试机进行电线防水测试时,他只需要将测试线材放入定制的模具中,然后双手按启动按钮即可执行线材防水测试。
线材的防水问题一直是许多线材厂家的关注点,那么线材要如何检测线材的防水性是否达到了相应的要求,为了节省人工成本,一些线材厂家采用抽检法以检查工厂生产线的线材的防水性,这有可能导致有不合格的没有检查出来,这样是有很大的问题的。在进行电线防水测试和气密性测试时,通常使用空气压缩介质(压缩空气)进行无损线材防水测试。对于使用电线防水测试仪设备进行测试的线材产品,首先根据线材钢材工艺进行分析,以查看线材是完全密封?还是一端点胶,一端没有点胶?又或者是线材中间有填充物?戈埃尔根据线材综合考虑为线材厂家提出了一套从线材防水测试机到线材测试夹具的一整套线材防水测试方案。
