




打孔波纹管 PE管在长时间的储存和循环过程中,怒江打孔波纹管管道内会积聚大量的灰尘、杂物等杂物,对于这些灰尘杂物通常采用吹扫的方法进行清理,吹扫过程中有一些我们需要了解的事项,现详细说明如下:
1.吹扫试验所用介质应为压缩空气,温度不应超过40℃。
2.吹扫时,PE管应与无关系统和操作系统隔离,并应有明显标志,不得与阀门隔离。
3.调压器、冷凝液瓶、阀门等设备不得参与吹扫,吹扫合格后安装。
怒江打孔波纹管 4.吹扫口应设在开阔地带,并采取加固措施;排气口应接地。吹扫时应设置安全区,吹扫出口严禁站人。
怒江打孔波纹管 5.吹扫气体压力不大于0.3Mpa。吹扫气体流速不应小于20m/s,且不应大于40m/s。
6.PE管长度应根据吹扫介质、压力、风量确定,不应超过500m。
7.目测排气无烟无尘时,应在排气口设置白布或白漆木靶板进行检查。5分钟内靶上无灰尘、塑料碎片等杂物为合格。
以上详细介绍了PE管吹扫的技术规范,如所有细节。吹扫工作应连续进行几次,按纸上标准确认吹扫合格。以后设备复位时,不应影响管道的清洁度。
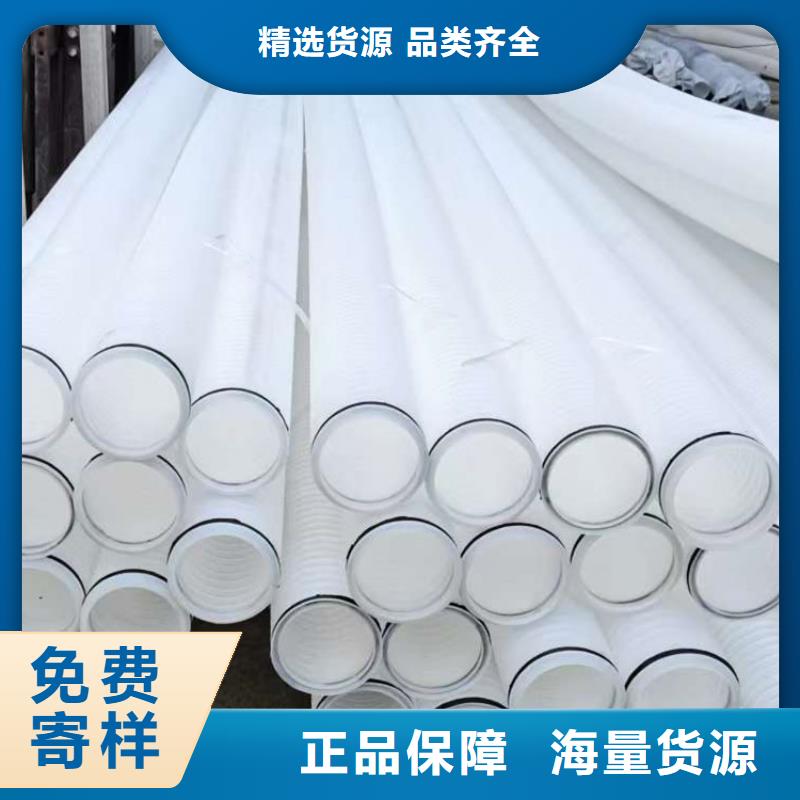
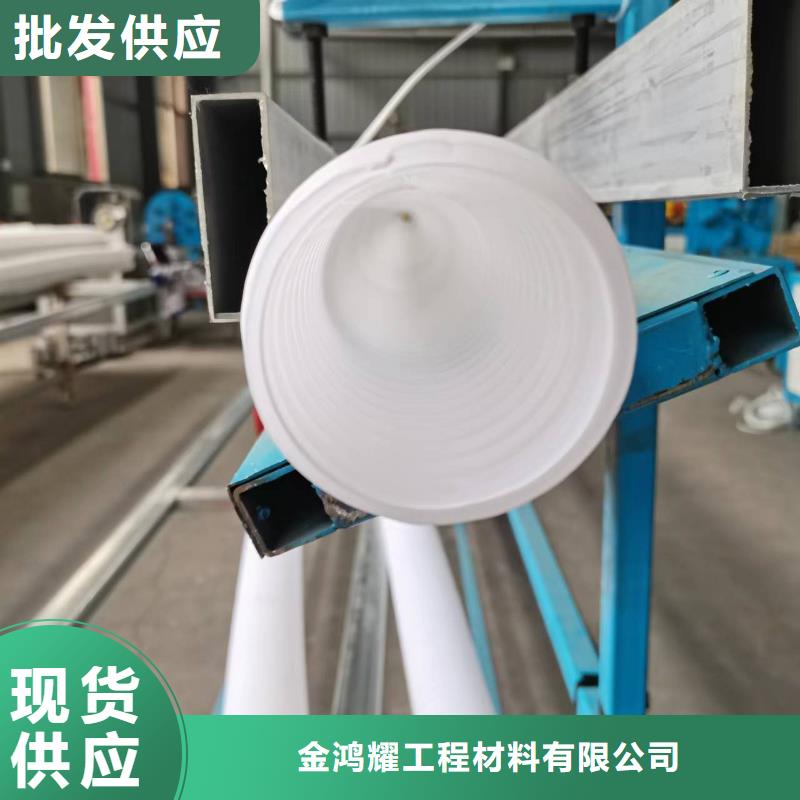
HDPE双壁波纹管一般我们称之为PE管,怒江打孔波纹管这是一种新式管材,其特点是成本低,易于施工,现在被很多应用在市政排水、排污、水田灌溉、化工矿山用于流转和排污的效果,它能习惯各种气候环境和地质环境,保证工程质量。 优良的特点逐渐增加了运用量,越来越多的制造商出产hdpe双壁波纹管,但出产质量也良莠不齐。怒江打孔波纹管材料、出产工艺和技术决定了hdpe双壁波纹管的质量。让我们来看看hdpe双壁波纹管制造商是如何出产hdpe双壁波纹管的,这对我们了解其特点和工程装置具有指导意义。
打孔波纹管
首先是出产hdpe双壁波纹管的原料hdpe由高密度聚乙烯、增强功能母料和颜料组成。如果原料有些湿,有些会增加一些消泡剂来提高出产率。每个hdpe双壁波纹管制造商都有自己共同的配方,这决定了hdpe双壁波纹管的出产成本和hdpe双壁波纹管的质量。
二是hdpe双壁波纹管的出产设备运用的设备是挤出机。该机由挤出系统、加热冷却系统、传动系统和控制系统组成。金洁通管业选用共同先进的挤出设备。整个出产过程顺畅,管道成型质量优良,合格率高,出产效率高。
打孔波纹管在施工前应先确认PE矿用管道是否符合行业的标准要求,怒江打孔波纹管如下几点:
1、外观:矿用PE管材内外壁应该光滑、平整、不允许有气泡、裂口和明显沟纹、凹陷等,外观色泽均匀,每根管材两端面应和轴线垂直。
2、壁厚偏差:管材同一截面壁厚偏差不超过14%。
3、壁厚:与公称外径、公称压力对应的管材小壁厚应符合标准要求。
4、不圆度:管材的不圆度不应大于5%。
5、扁平:PE管材被压至内壁重全,应无裂纹和破坏。
6、液压:在试验压力保压为100h,PE管材应无渗漏和破坏。
7、拉伸强度和拉断伸长率:拉伸强度不应小于9.0Mpa拉断伸长率不应小于300%。
8、表面电阻:根据PE矿用管的用途不同,其表面电阻要求也不同。
①供、排水用管:外壁表面电阻算术平均值不应大于1.0×10^9Ω;
怒江打孔波纹管 ②正压风管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω;
③喷浆用管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω;
④负压风管:内、外壁表面电阻算术平均值不应大于1.0×10^6Ω;
⑤抽放瓦斯用管:内、外壁表面电阻算术平均值不应大于1.0×10^006Ω。
9、煤矿用法兰应大于或等于煤矿用PE管各项技术标准。
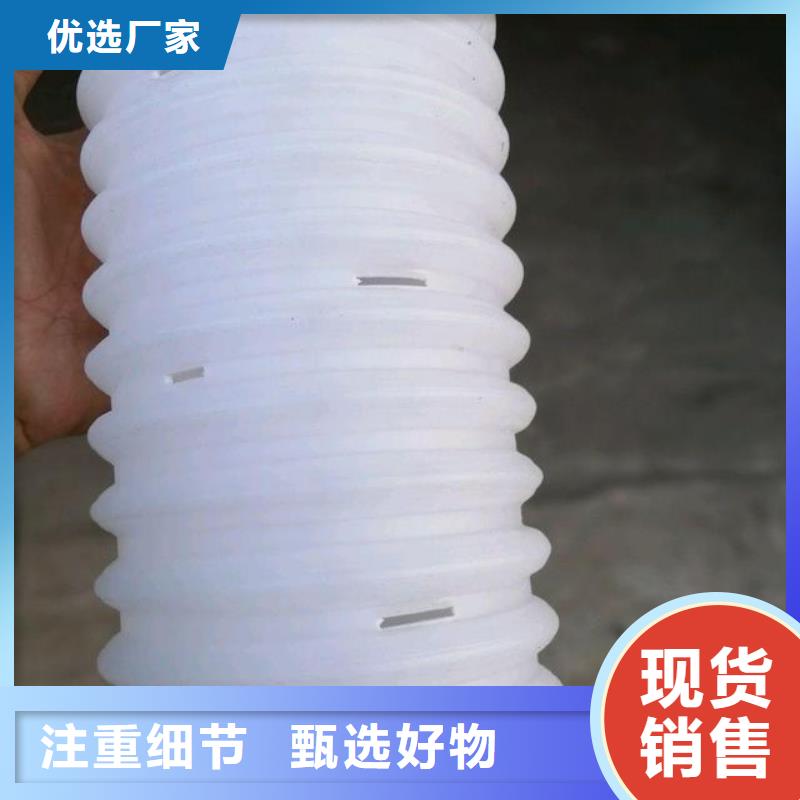
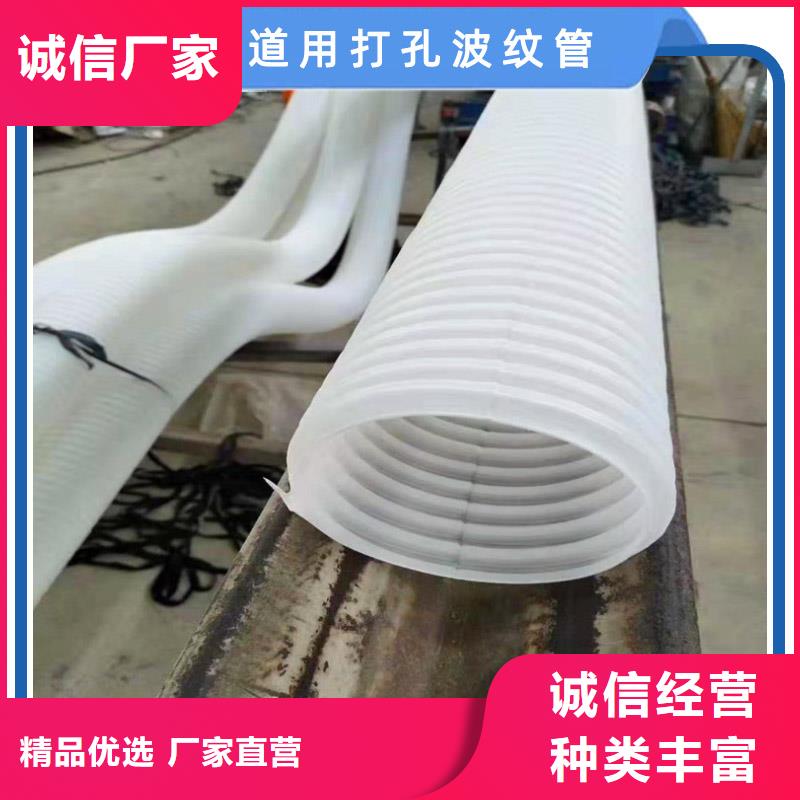
HDPE打孔波纹管HDPE打孔波纹管是在波纹管凹槽处打孔,怒江打孔波纹管管外四周包覆针刺土工而成。根据波纹管内部结构可分为单壁透水波纹管和双壁透水波纹管。由于HDPE打孔波纹管产品的管孔在波谷中且为长条形,有效的克服了平壁管打孔产品易被堵塞而影响排水效果的弊端
HDPE打孔波纹管
HDPE打孔波纹管是在波纹管凹槽处打孔,管外四周包覆针刺土工而成。根据波纹管内部结构可分为单壁透水波纹管和双壁透水波纹管。由于HDPE打孔波纹管产品的管孔在波谷中且为长条形,有效的克服了平壁管打孔产品易被堵塞而影响排水效果的弊端,针对不同的排水需求,管孔的大小可为10mm x 1mm - 30mm x 3mm,并且可以在360度、270度、180度、90度等范围内均匀分布。怒江打孔波纹管HDPE打孔波纹管广泛用于公路、铁路路基、地铁工程、废弃物填埋场、隧道、绿化带、运动场及含水量偏高引起的边坡防护等排水领域以及农业、园艺之下灌溉、排水系统。HDPE打孔波纹管与软式透水管、塑料盲沟已成为我国土木工程建设 渗水、排水)中三大主要产品。
