
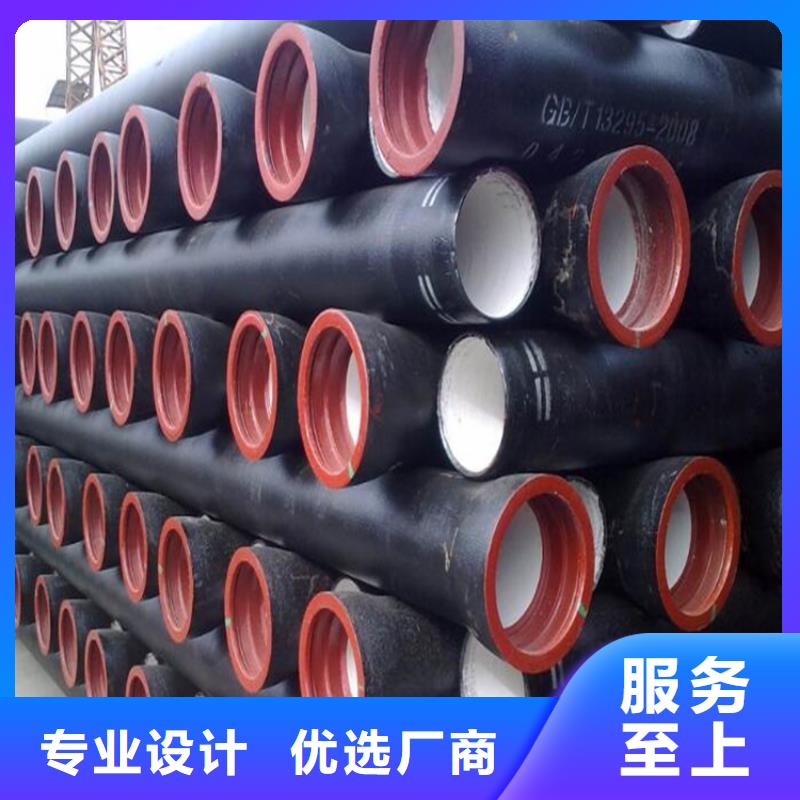
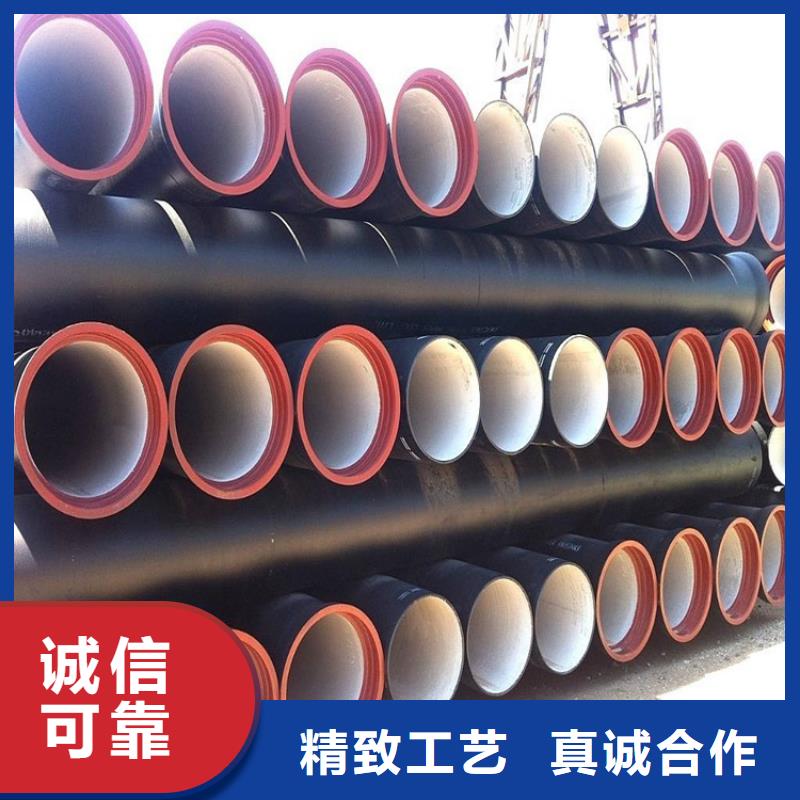


海南球墨铸铁管定义使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,称球墨铸铁管,简称为球管、球铁管和球墨铸管等。 特点 球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%,因而材料本身的机械性能拥有了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。 在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。优点 在中低压管网,球墨铸铁管具有运行可靠,破损率低,施工维修方便、快捷,防腐性能优异等。缺点 在高压管网,一般不使用,抗压力低。由于管体相对笨重,安装时动用机械。打压测试后出现漏水,把所有管道全部挖出,把管道吊起至能放进卡箍的高度,安装上卡箍阻止漏水
海南球墨铸铁管由于电阻较大,故不易产生电腐蚀D机械接口球墨铸铁管用橡胶圈密封具有绝缘作用,故也不需要担心电腐蚀。
由于新型柔性接口机制球墨铸铁排水管管材在我国发展的历史较短,与其它排水管材相比,人们对其了解较少,现结合笔者在施工中的一些经验,对其性能、特点及工程中的应用情况,做 一些简单的介绍。 1、新型柔性接口机制铸铁排水管简介 目前国际上通用的无承口管箍式直管和管件(即本文着重介绍的新型柔性接口铸铁排水管材及管件),按其接口型式分为A型柔性接口(法兰压盖连接)和W型柔性接口(管箍连接)两种,简称A型和W型。
1.1新型柔性接口铸铁排水管采用高速离心铸造技术,具有组织致密、管壁薄厚均匀、内外壁光滑、无沙眼和夹渣、抗拉与抗压强度高,产品具有化学成分稳定、耐腐蚀、防火无毒、符合消防安全环保要求、无噪声、不变形、使用寿命长的优点。
1.2A型管:A型管具有强度高、噪声低、防火性能好、使用寿命长,其连接的可曲挠性和抗震性能良好的优点,但实际工程中发现承插接头部位需要的安装空间较大且管体较笨重、耗用钢材多,尤其在高层建筑中难以被建设方接受。
1.3W型管:W型管材除了同样具有强度高、噪声低、防火性能好、使用寿命长,其连接的可曲挠性和抗震性能良好的特点外,同时还具有可同步施工、管材利用率高、便于管道清通、减少了水压试验次数、缩短工期提高经济效益的特点。
海南另外,这种型号的接口用螺栓在外侧紧固,避免了承插口柔性接口凸缘易碰坏、靠墙脚的螺栓难以固定的缺陷,具有操作简便等优点,因此在建筑排水管材及管件的选用中,具有较强的竞争力。此外,由于W型管直管长度为3m,大大减少了中间接头数量并可按照需要截取任意长度,从而大量节省管材,降低消耗及成本。W型无承口管箍采用带肋不锈钢卡箍,内衬橡胶圈柔性连接,抗震性能高、密封性能好,允许在一定范围内摆动且不会渗漏。因此,无论是在国内还是国外,W型管均得到了广泛的使用。
海南 配套管件有:45度弯管、90度弯管、22.5度弯管、正三通、变径三通、四通、套管、渐缩管、承堵、插堵、法兰短管、甲、乙管等多种规格管件。本厂还生产有φ700、φ630、φ600轻型、重型、球墨铸铁井盖、铸铁雨水篦子、爬梯及单户和多户水表井盖。出厂产品,质量上乘,由于球墨铸铁管件同灰铁管和钢制管件相比具有强度高、延伸率大、耐腐蚀、耐高压、抗震、壁薄等卓越的机械性能和特点,并选用结构紧密、密封性好、安装简。
海南 球墨管也称铸铁管与球墨铸铁管,球墨管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。
公司长期以来始终秉承“专业、精细、铸造每一件产品。用心、尽力、服务毎一位客户”的经营理念,建立健全了从产品开发生产、质量检验到售后服务等一整套质量管理体系。确保我们的产品能大限度满足顾客的要求。以高质量的产品、优惠的价格和热情的服务,赢得了客户的满意。
海南规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。
针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。
对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须清除管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。
离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。
重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。
海南对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物清除不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须清除干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。
生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。
