您的位置>首页 >日照本地产品推荐News >
贵州经验丰富的铅卷公司
发布时间: 2024-06-20 19:10:19 浏览次数:1
以下是:贵州经验丰富的铅卷公司的产品参数
| 产品参数 |
|---|
| 产品价格 | 185/平米 |
|---|
| 发货期限 | 1~3个工作日 |
|---|
| 供货总量 | 8562 |
|---|
| 运费说明 | 根据地区按重量计算 |
|---|
| 最小起订 | 5 |
|---|
| 质量等级 | 合格 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 铅 |
|---|
| 产品品牌 | 博瑞达 |
|---|
| 产品规格 | 定制 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | GU-52 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 规格不同重量不同 |
|---|
| 产品颜色 | 银灰 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 可加工 |
|---|
| 适用领域 | 医院工业 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 合格 |
|---|
| 产品功率 | 无 |
|---|
| 工作温度 | 适宜 |
|---|
以下是:贵州经验丰富的铅卷公司的图文视频
导读 在山东省日照市采买贵州经验丰富的铅卷公司到山东省日照市博瑞达,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-15666354231,QQ:15666354231,地址:《聊城经济技术开发区当代国际广场发货到日照》。 山东省,日照市 日照市,山东省辖地级市,位于山东省东南部黄海之滨,东隔黄海与日本、韩国相望,西靠临沂市,北接青岛市、潍坊市,南临连云港市,地势中部高四周低,略向东南倾斜,属暖温带半湿润季风区温带季风气候,总面积5374.90平方千米。截至2022年10月,全市辖2个区、2个县。截至2022年末,日照市常住人口296.83万人。
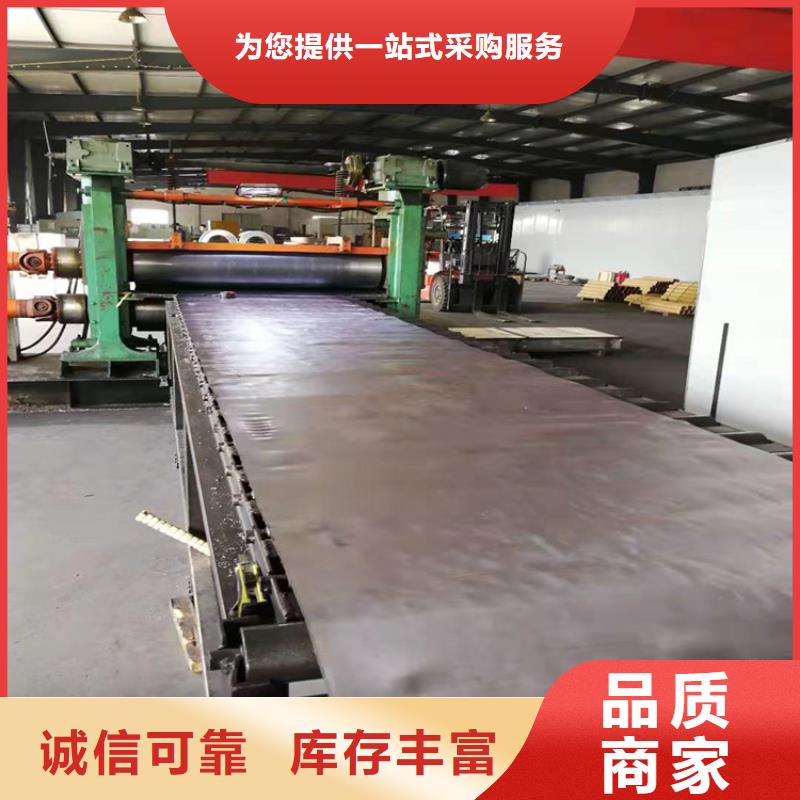
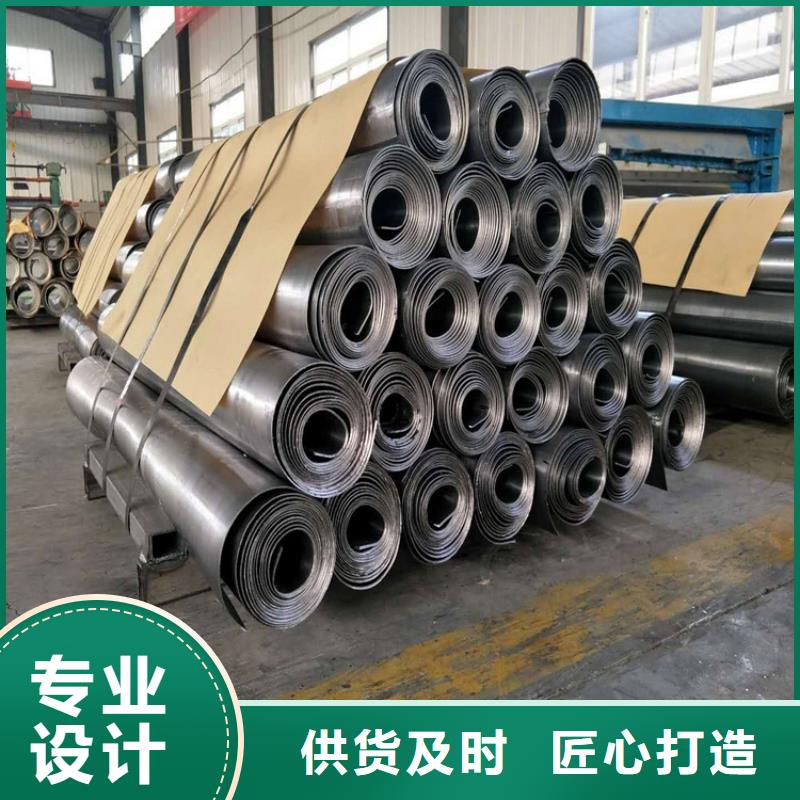
我们的现场实拍视频将带您走进贵州经验丰富的铅卷公司产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:贵州经验丰富的铅卷公司的图文介绍



企业文化是保持企业基业常青的根本。日照博瑞达在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 铅板厂家市场环境的变化,追求完美更是公司坚定的信念、前进的动力。



铅板要如何焊接呢?方法有几种?具体来了解一下。 一是热熔法:先做一模具把需要焊接的铅体摆放置好,使用气焊熔化相同的补料就可以焊接好的,需要控制温度不可以过高,电流密度和原来母材没有多大差别。 二是用氩弧焊设备,调整好电流,备好铅焊料,把所要焊的铅板摆放好就可以 1)熔嘴电渣焊: 铅板的熔嘴电渣焊的电极为固定在接头间隙中的熔嘴(一般由钢管和钢板焊成)和焊丝构成,焊丝由送丝机构经熔嘴不断向熔池中送进。根据医用铅门的焊件厚度,熔嘴可以是单个或多个,可以制成曲线或曲面形状,用于不同形状的焊缝焊接。由于设备较简单且通用性强,又可在难以达到的部位进行焊接,因此目前已成为对接和丁字接头的主要焊接方法。 2)管极电渣焊: 铅板的管极电渣焊是熔嘴电渣焊的特殊形形式,当被焊件较薄(如20一60mm)时,熔嘴可简化为一根或两根管子,在管子外面上硫酸钡涂料,绝缘作用,焊丝通过管子不断向渣池送进,从而进行电渣铅门焊接。管外表面的硫酸钡涂料有焊接时不会与工件短路,由于装配间隙可以减小,因而可以节省焊接材式硫酸钡涂料和提高工效。一般多用于薄板及曲线焊缝的焊接。 3)铅板极电渣焊: 铅板极电渣焊的电极为金属板,根据被焊厚度不同,可采用一块或数块铅板进行焊接,通过送进机构将电极不断送进熔池,板极不做横向摆动,可得到致密可靠的焊接接头。铅板极可以是铸造的也可以是锻造的,其长度一般约焊缝长度的3倍以上,由于长度和自身刚度限制,焊接装置越高,所以板极电渣焊受板极送进宜用于大断而短焊缝焊接。


总结 选购贵州经验丰富的铅卷公司来山东省日照市找山东省日照市博瑞达,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-15666354231,{QQ:15666354231},地址:经济技术开发区当代国际广场。