





目前焦化企业采用烟气再循环装置+中低温SCR工艺(或活性炭协同治理工艺),可将氮氧化物控制在150mg/ m³以下。要将焦炉烟气氮氧化物控制在130mg/ m³以下,达到本标准的要求,企业需进行技术改造,通过提升焦炉烟气温度、增加催化剂层数等实现达标排放。据测算,《钢铁工业大气污染物超低排放标准》实施后,全省钢铁行业颗粒物、二氧化硫、氮氧化物削减比例分别为15.9%、64.8%、64.9%。《炼焦化学工业大气污染物超低排放标准》实施后,全省焦化行业颗粒物、二氧化硫、氮氧化物削减比例分别为23.0%、56.7%、59.1%。球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。氮氧化物:焦炉烟气氮氧化物初始浓度一般为700-800 mg/m³(4.3米焦炉)、800-1400 mg/ m³(5.5米焦炉)。

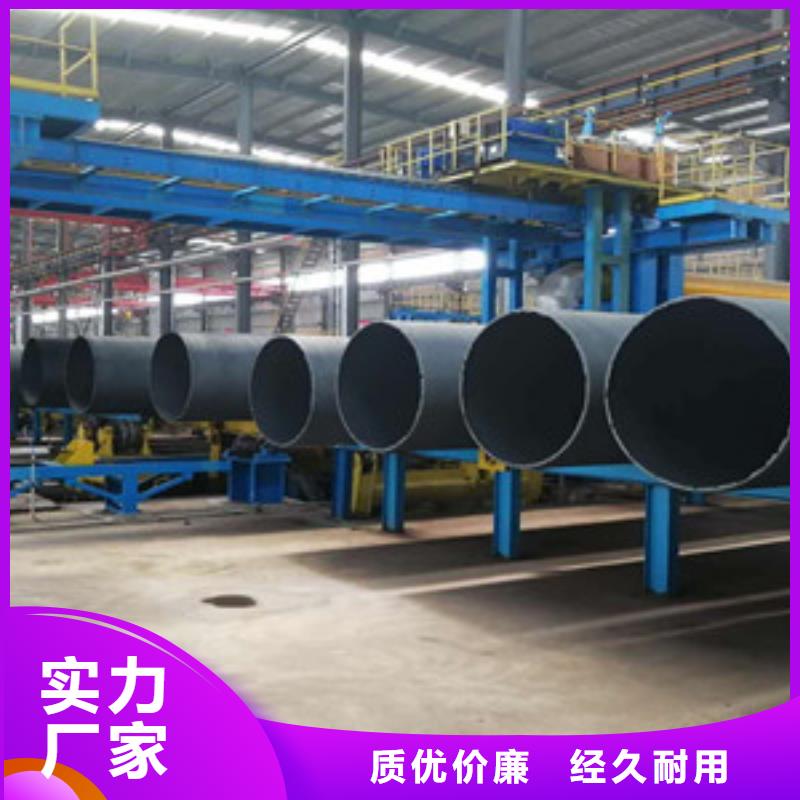
国标中灰铸铁一般表示方法为:等等。这里HT为灰铸铁的个大写字母简称。按当前上先进的离心铸造,退火工艺,在内水压下具有良好的挠曲性,伸缩性。是铸铁管材的发展方向。消防球墨铸铁管德州dn300球墨铸铁管 内径因变小时要做削磨处理。丝口不良,出现歪丝,乱丝或崩丝,丝口过紧,过松,影响连接严密,连接后留出外露丝口太少,一旋到底,以致漏水时无旋紧余地。此类错误必须按操作工艺要求加以纠正。五,预留套管及铁件问题。
球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
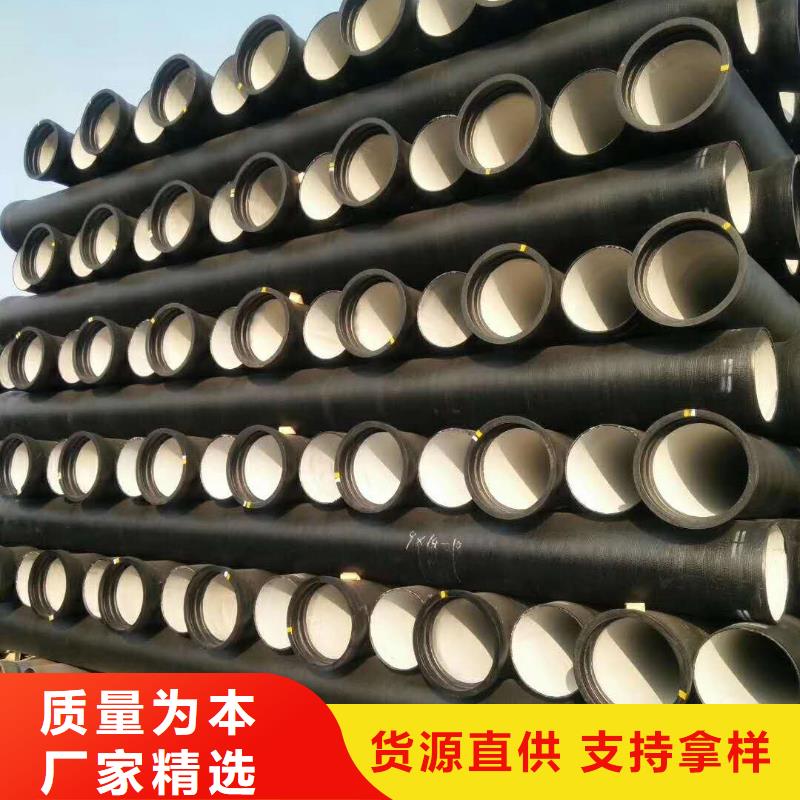
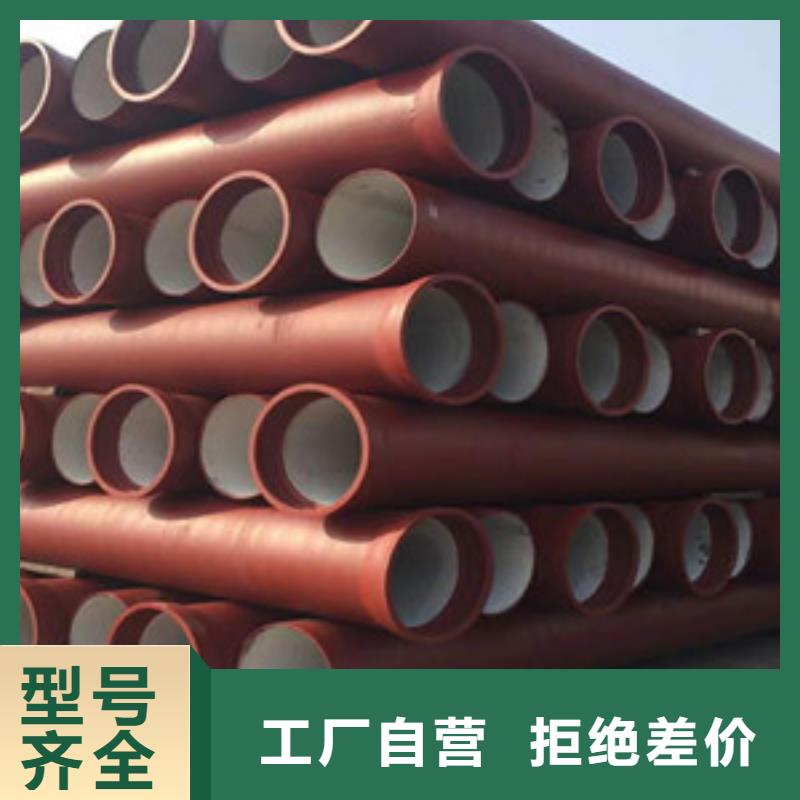
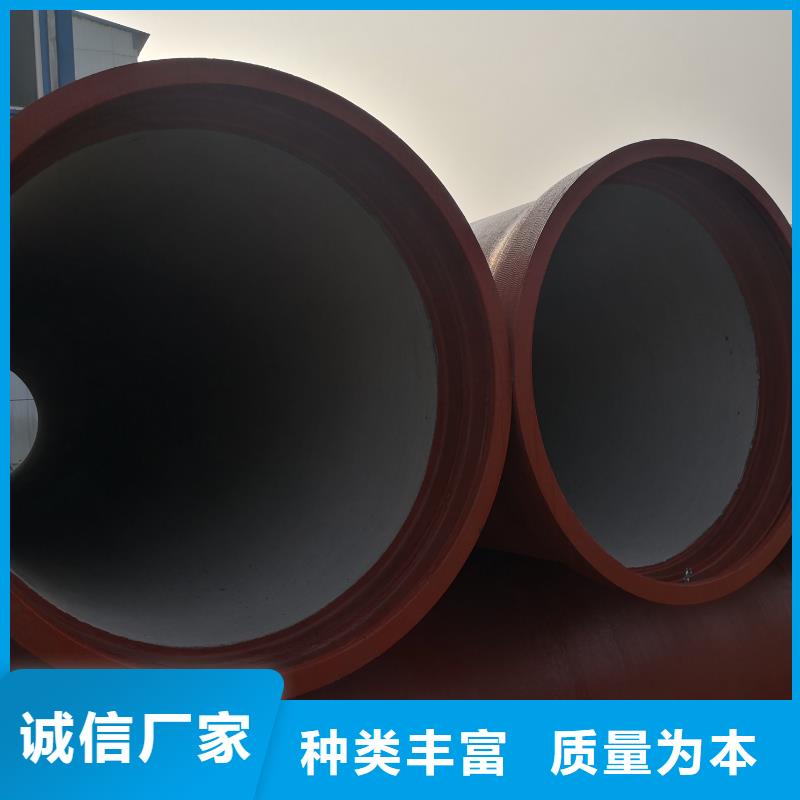
球墨铸铁管钢的性能,防腐性能优异,延展性能好,密封效果好,安装简易,主要用于市政,工矿企业给水,输气,输油等。一般的球墨铸铁管是以锌保护层加封闭防腐保护层作为复合防护体系,这是一种牺牲阳极加阴极保护的防腐体系,具有防腐年限长的优点,在各地广泛应用。新型球墨铸铁管通过在球墨铸铁管本部还连接有一铁管。易产生缩孔,裂纹。硬度高,脆性大,不能承受冲击载荷。多用作可锻铸铁的坯件和制作耐磨损的零部件。近年来如今不少钢贸企业也因钢铁业的而陷入低迷。球墨铸铁管本体的与铁管的外壁之间无间隙,铁管的还均匀设有镍层。管外喷涂沥青是在管子外壁喷涂一层低毒使得管道的强度更高且能有效防锈。球墨铸铁管具有铁的本质。 钢的性能,所以有此叫法。下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。
