
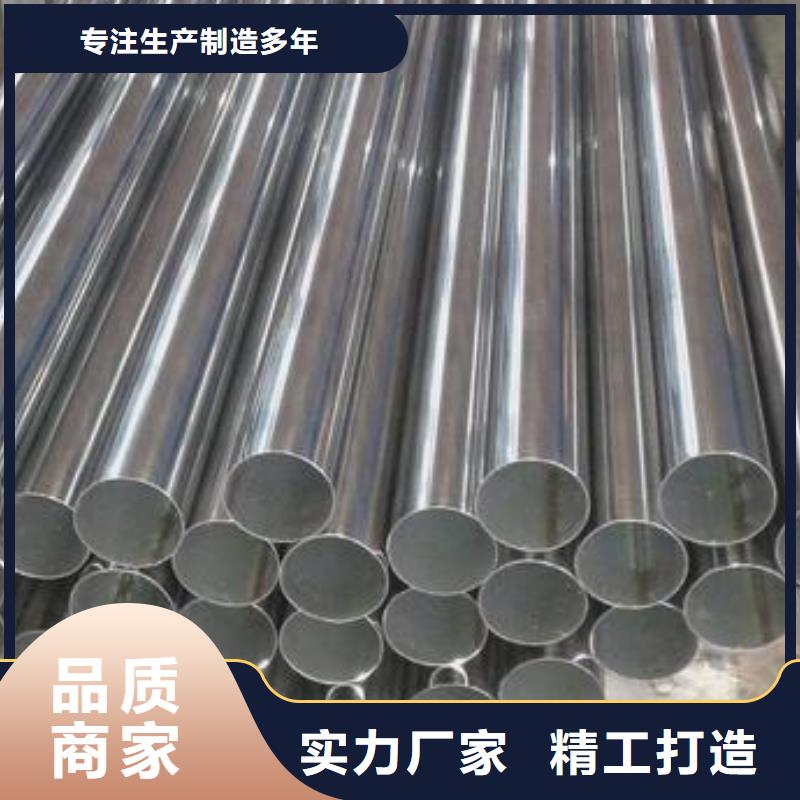


304不锈钢焊管重量计算公式:(管口周长/3.14-实际厚度)*实际厚度*0.02491*长度,其中0.02491是由不锈钢密度换算出来的一个常量。
304不锈钢焊管63圆管实厚0.82不锈钢管单支6米长重量为(63-0.82)*0.82*0.02491*6=7.62kg,一支六米长的63圆管厚0.82理论重量是7.62kg;
焊管38*25厚0.52的六米长不锈钢管单支重量是[(38+25)*2/3.14-0.52]*0.52*0.02491*6=3.08kg。若是算每米的不锈钢管重量就把长度换成一米就可以了。在不锈钢焊接管加工过程中,由于机械和化学作用,不锈钢焊接管及其附近的材料可能会受到严重的破坏,这基本上仅限于表面层的破坏形式。被称为不锈钢焊接管表面损伤失效。表面损伤失效是一种非常复杂的现象,有多种类型,可分为三类:磨损失效、腐蚀失效和表面疲劳失效。下面不锈钢焊接管厂家就给大家介绍一下
1.磨损失效
不锈钢焊接管磨损主要是一种失效模式,其中相对移动的接触表面的材料在机械力的作用下以细粒的形式逐渐变钝,并且部件或工具的尺寸不断减小。例如,工具的钝性,滑动轴承的轴承处的轴颈尺寸的减小等都是磨损现象。每单位时间(或单位行程,每转)的不锈钢焊接管的磨损量称为磨损率。磨损率越小,材料的耐磨性越好;相反,材料的耐磨性更差。


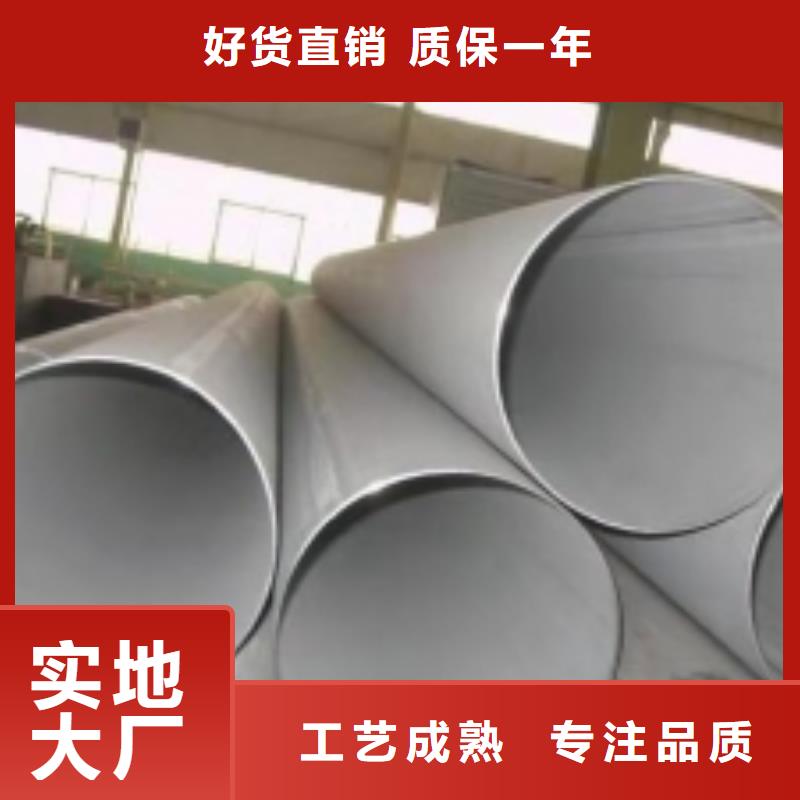
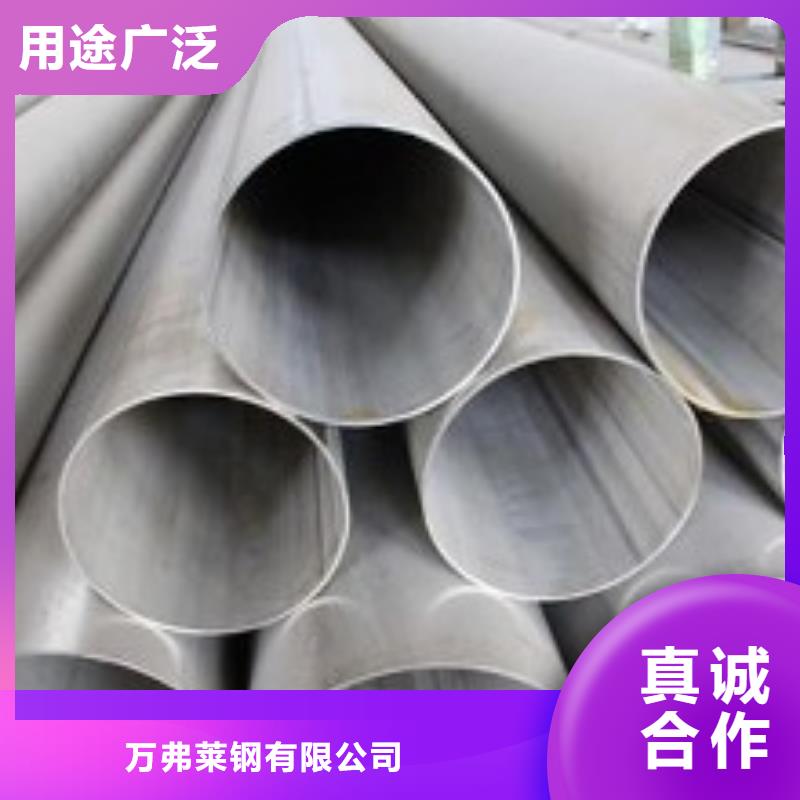
、用做装饰管、制品管、道具管时,一般要求有良好的表面效果,通常选用不锈钢焊管;
2、对于一般较低压力的流体输送,如输送水、油、煤气、空气以及取暖热水或蒸汽等低压系统,通常选用不锈钢焊管;
3、对于用在工业工程及大型设备上输送流体的管道,以及电站、核电站锅炉上要求耐高温高压、高强度的输送流体管道,则应选用不锈钢无缝管道;
4、不锈钢焊管一般用于0.8MPa以下的液体输送1、技术特征 1.1材质规格:304( 相当于0Cr18Ni9) 1.2工作介质: 水 软水 1.3设计压力: 1.4工作压力:5Kg/CM2 1.5试验压力: 7.5Kg/CM2
2、本工程编制依据 2.1 F43C技术文件. 2.2 国标GB50236-98《现场设备、工业管道焊接工程施工及验收规范》 2.3 国标GB50235-97《工业金属管道施工及验收规范》 2.4 本公司焊接工艺评定报告:HG1
3、焊工 3.1 焊工应具有“锅炉压力容器压力管道焊工考试规则”规定的焊工考试合格证。 3.2 焊工进入现场后应按GB50236-98规定先进行焊接实际操作考试合格,经总包方认可发证后方能担任本项目的焊接工作。
4、焊接检验 4.1焊接检验人员应熟悉F43C技术文件及有关国标和本工艺。 4.2对管材焊材按规定进行检验、填表验收。 4.3对焊工是否执行本工艺进行全面监督检查,对违反者进行教育帮
1、助得以改正。对严重违反者或教育不改者有权令其停止焊接工作。以确保焊接质量。 4.4 做好本工艺第7条“焊接后检查和管理工作”。 4.5 邀请和欢迎总包方和监理方检查人员检查焊接质量。


